Introduction: Bonding Opaque Materials with Visible Light Curing Adhesives
Bonding opaque materials with visible light curing adhesives is reshaping how industries approach assembly challenges. Traditional UV adhesives rely on light transmission through substrates, but when working with opaque metals, ceramics, plastics, or composites, visible light curing adhesives provide new solutions. These advanced adhesives enable rapid, reliable, and durable bonds—even where conventional curing methods fall short. As manufacturing and product design demand faster, safer, and more precise bonding, understanding the properties, advantages, and practical applications of visible light curing adhesives for opaque materials is essential for engineers and production teams.
What Are Visible Light Curing Adhesives?

Visible light curing adhesives are specialized bonding agents that cure when exposed to light in the visible spectrum (typically 400–480 nm), as opposed to traditional UV adhesives that rely on ultraviolet light. This distinction makes them suitable for substrates that block UV, such as colored plastics, painted surfaces, or certain metals. These adhesives are formulated with photoinitiators responsive to visible light, enabling flexible assembly options.
Why Conventional UV Curing Fails on Opaque Materials
Conventional UV adhesives require substrates to transmit UV energy for effective curing. Opaque materials—like metals, ceramics, and certain plastics—block ultraviolet light, preventing full cure. This results in weak bonds, sticky surfaces, or incomplete polymerization. Visible light adhesives bypass this by activating with wavelengths that can reach through pigmented or partially opaque layers, opening the door to reliable assembly in previously challenging scenarios.
Chemical Composition and Curing Mechanism Explained
Visible light curing adhesives incorporate photoinitiator systems that respond to blue or violet light. Common components include:
- Acrylic or epoxy base resins
- Visible light photoinitiators (for blue/violet emission)
- Fillers and modifiers for mechanical strength
Upon exposure to visible light, the photoinitiators generate free radicals or cations—triggering rapid crosslinking of the resin. This process occurs within seconds to minutes, producing tough, solvent-resistant bonds.
Advantages: Performance Benefits for Opaque Substrates
Visible light curing adhesives deliver several crucial advantages when bonding opaque materials:
- Fast curing times and immediate handling strength
- Minimal heat generation—protects heat-sensitive components
- High final bond strength and chemical resistance
- Precision cure, even in areas blocked from UV
- Streamlined automation for in-line production
These features make them ideal for high-value applications in automotive, electronics, medical devices, and metal assembly. Learn more about industrial adhesives for challenging substrates.
Industry Applications: Automotive, Electronics, and Beyond
Visible light curing adhesives are widely used in industries demanding durable, efficient bonds:
- Automotive: Attaching clips to metal body panels, bonding painted trim, assembling interior plastic components, and mirror bonding. Explore options at automotive body adhesive.
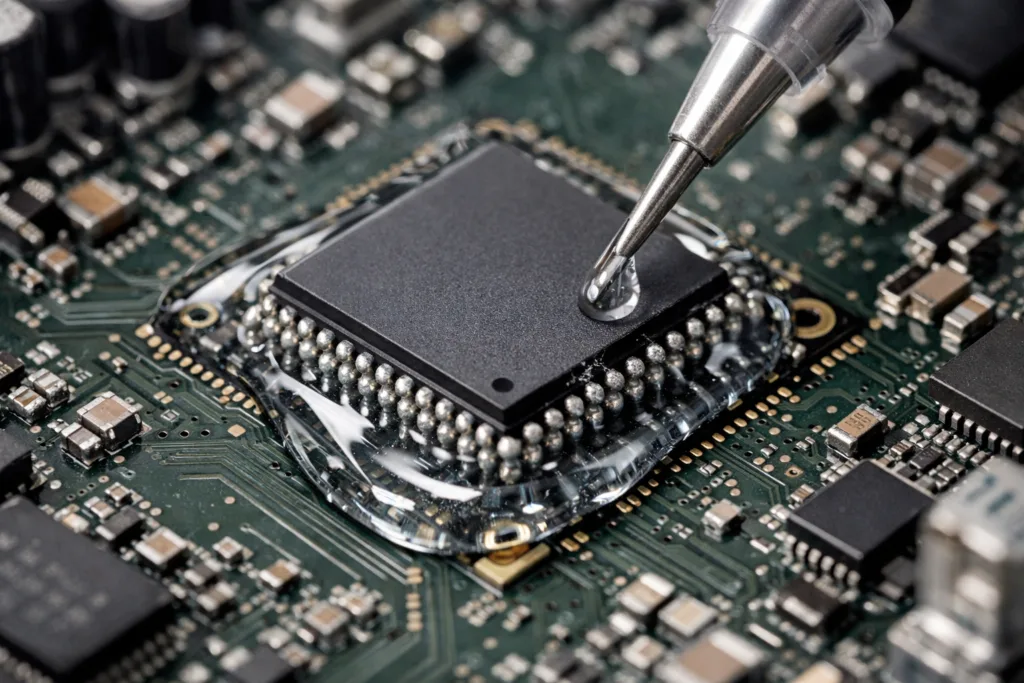
- Electronics: Sealing sensors, potting opaque components, and bonding heat-dissipating shields where UV cannot penetrate.
- Medical Devices: Assembling opaque or pigmented housings, with biocompatibility requirements.
- Metal Assembly: Fastening aluminum, stainless steel, and composite hardware—where visible light reaches bond lines.
Case Studies: Success Stories Across Industry
Several industry examples demonstrate how visible light curing adhesives solve production challenges:
- Automotive: Visible light adhesives bond interior dashboards made from pigmented polymer, providing fast, robust performance—even where UV adhesives failed.
- Electronics: Sensor potting in smartphones utilizes adhesives cured with blue LED arrays, securing moisture resistance and reliability.
- Medical Devices: Opaque casings for diagnostic probes are securely bonded with visible light adhesives, ensuring patient safety and device longevity.
Practical Tips for Optimizing Adhesion
Achieving excellence in opaque material bonding hinges on a few practical strategies:
- Surface preparation: Clean, degrease, and, if needed, apply plasma or corona treatment to boost wettability.
- Bond gap control: Keep adhesive layer thin and consistent, allowing light penetration from side or through adjacent areas.
- Fixture method: Use pressure or mechanical jigs to maintain contact during cure.
- Cure technique: Select curing systems (LED or lamp) matched to adhesive photoinitiator wavelength and intensity.
From an assembly-line viewpoint at ZDS Adhesive, an industrial adhesive manufacturer, process engineers emphasize consistently controlling bond-line thickness (0.05mm–0.15mm) and selecting curing equipment that aligns with the photoinitiator’s peak absorption, preventing under-cure and maximizing lap and peel strength for industrial adhesives.
Challenges in Bonding Opaque Materials with Visible Light Curing Adhesives
Manufacturers face several hurdles when deploying visible light curing technologies:
- Light penetration: Even with visible light, deep or shielded bond areas can be difficult to reach.
- Shadow curing: Where light cannot access, adhesive may remain uncured. Dual-cure systems—combining heat or moisture backup—offer solutions. See how dual-cure systems tackle these shadow issues.
- Material compatibility: Some opaque substrates have low surface energy, requiring primers for optimal bond.
- Fixture requirements: Precise alignment must be maintained until full cure is achieved, especially in tight-tolerance parts.
Overcoming Technical Barriers: Engineering Solutions
Innovative solutions have been developed for these issues, such as:
- Adding thermal or moisture cure backup for shadow areas
- Using reflective fixtures and angled light sources for uniform exposure
- Customizing adhesives with wetting additives and primers for low-energy surfaces
- Automating precise dosage and fixture systems in assembly lines
Engineers regularly test lap shear, peel, and humidity aging to verify performance for each application and assembly process.

How to Select the Right Adhesive for Opaque Materials
Choosing a suitable visible light curing adhesive requires balancing material compatibility, bond strength, and cure speed. Consider:
- Substrate type: What material is being bonded? (Metal, plastic, composite, ceramic)
- Bond area geometry: Is the joint accessible to visible light?
- Required performance: Lap shear, impact, environmental resistance
- Production conditions: Automation or manual, open time, fixture time
For detailed comparison guides, explore acrylic structural adhesives tailored for assembly environments.
Comparing Visible vs UV Curing Adhesives
| Feature | Visible Light Curing Adhesives | UV Curing Adhesives |
|---|---|---|
| Cure wavelength | 400–480 nm (visible) | 250–400 nm (UV) |
| Substrate compatibility | Opaque & transparent | Transparent only |
| Shadow area cure | Dual-cure options possible | Frequently limited |
| Typical applications | Automotive, electronics, medical, metal | Optics, glass, plastics |
Visible Light Curing in Modern Production Lines
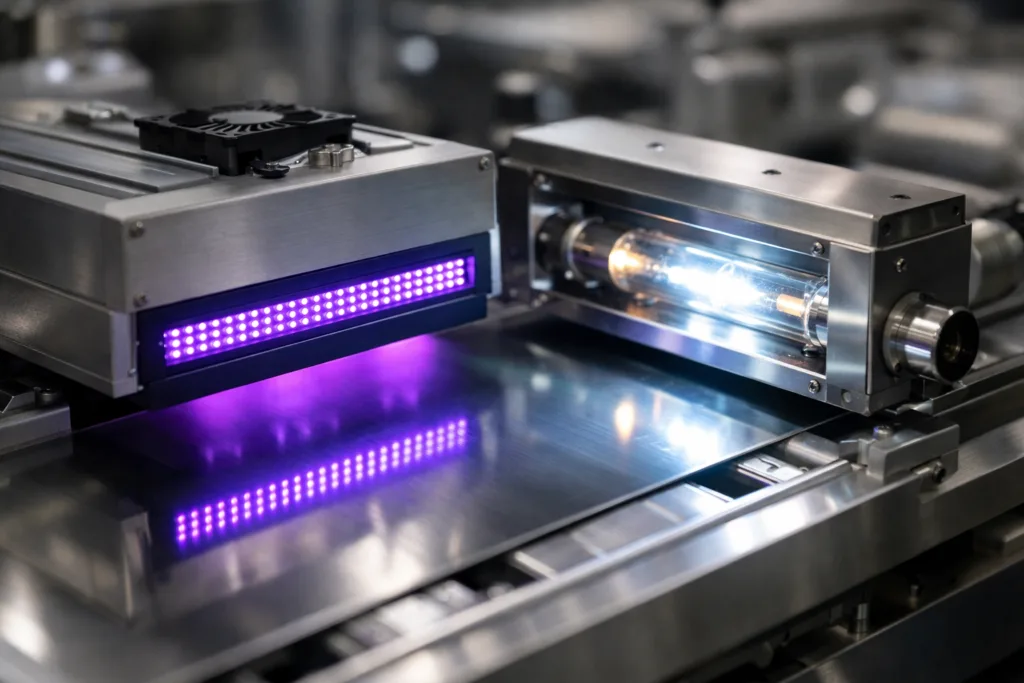
Assembly lines are increasingly equipped with high-intensity LED lamps emitting visible light, enabling rapid in-line bonding without the risks associated with heat or solvent-based curing. Flexibility in fixture and automation is possible, which increases throughput and quality control.
Safety and Environmental Impact
Visible light systems are safer than classic UV lamps (less risk of skin and eye damage). They also reduce VOC emissions, minimize energy consumption, and meet stringent environmental regulations for electronics and automotive manufacturing.
Testing and Quality Assurance Procedures
Production engineers apply industry-standard tests such as lap shear, peel strength, thermal cycling, and humidity resistance to qualify adhesive bonds. This data-driven approach ensures consistent performance and minimizes failure risks. Record-keeping and traceability are critical for regulated sectors.
Maintenance and Rework Considerations
Visible light-cured bonds can sometimes be disassembled by localized heating or chemical softening, supporting repairability and rework—especially valuable in electronics and automotive service.
Future Innovations: What’s Next for Opaque Bonding?
Advances in photoinitiator chemistry, dual-cure systems, and improved LED lamp technology continue to expand possibilities. Expectations for 2026 and beyond include faster cure rates, self-diagnosing adhesives, and enhanced compatibility with new composite and recycled substrates.
Bonding Opaque Materials with Visible Light Curing Adhesives: Key Takeaways

Visible light curing adhesives are game-changers for bonding opaque materials. Engineers and manufacturers can create faster, stronger, and safer bonds with minimal process interruption. Leveraging the right adhesive formulation, proper surface preparation, and advanced curing equipment is vital for optimal performance. As new substrates and manufacturing processes emerge, visible light curing technology will remain at the forefront of assembly innovation.
Frequently Asked Questions
Can visible light curing adhesives bond all opaque materials?
Most opaque materials—such as metals, ceramics, and pigmented plastics—can be bonded if the adhesive matches the substrate’s properties and light can reach the bond area. Proper fixture and surface preparation help ensure success.
How long does curing typically take?
Cure times depend on light intensity, adhesive type, and geometry. Many visible light adhesives reach handling strength within 5–60 seconds, with full cure achieved in a few minutes under optimal conditions.
Are visible light adhesives suitable for high-strength requirements?
Yes, they achieve industrial lap and peel strengths when properly applied and cured. Testing for application-specific requirements is essential.
What precautions should engineers take during bonding?
Avoid shadow areas and ensure uniform light exposure. Use suitable fixtures and consider dual-cure adhesives for inaccessible zones. Always follow manufacturer recommendations for surface prep and cure.
Can cured bonds be reworked or disassembled?
Many visible light-cured bonds allow disassembly using localized heat or solvents. This supports repairability and maintenance in service applications.
How do I choose between visible light and UV adhesives?
Choose visible light curing adhesives if bonding opaque substrates or when UV cannot reach the joint. UV adhesives work well for transparent materials and optics.
Related Reading
- How Dual-Cure Systems Solve Shadow Area Curing for Complex Assemblies
- The Ultimate Guide to Preventing Sticky UV Glue Due to Oxygen Inhibition
- Read: UV Adhesives vs. Epoxy—Strength Comparison for Industrial Applications
- High-Transparency UV Glues for AR/VR Lens Assembly: Setting New Standards
- Best UV Glue for Plastic in Electronics Assembly: Engineer’s Top Picks