Understanding Low Transmission Plastics: PC and PMMA
Polycarbonate (PC) and polymethyl methacrylate (PMMA) are celebrated for their high optical clarity, toughness, and wide industrial applicability. While these properties benefit applications in automotive lighting, electronics casings, and optical devices, they also pose distinctive challenges when using UV-curable adhesives. Their relative UV-light blocking ability (“low transmission”) makes traditional UV bonding more complex. For engineers and designers, understanding these plastics’ unique behaviors is crucial, especially as industries push for faster, more reliable adhesion processes.
Peculiar Challenges in UV Bonding PC and PMMA
![]()
Bonding PC and PMMA via UV poses three key obstacles:
- Limited UV Penetration: These plastics, especially grades with UV stabilizers, restrict essential UV light needed for adhesive curing.
- Inconsistent Cure Depth: Areas shadowed by pigments or geometry may not reach optimal bond strength.
- Surface Reactivity: Both surfaces may develop residues from molding or machining, inhibiting wetting and bond formation.
Still, high tool throughput and cycle speed make UV-bonding these materials attractive compared to mechanical fasteners or solvent welding.
What is UV Bonding?
UV bonding is the process of joining two substrates using adhesives that cure upon exposure to ultraviolet (UV) light. This rapid, low-temperature method provides instant handling strength and eliminates prolonged fixture times associated with two-part epoxies or solvent-based adhesives.
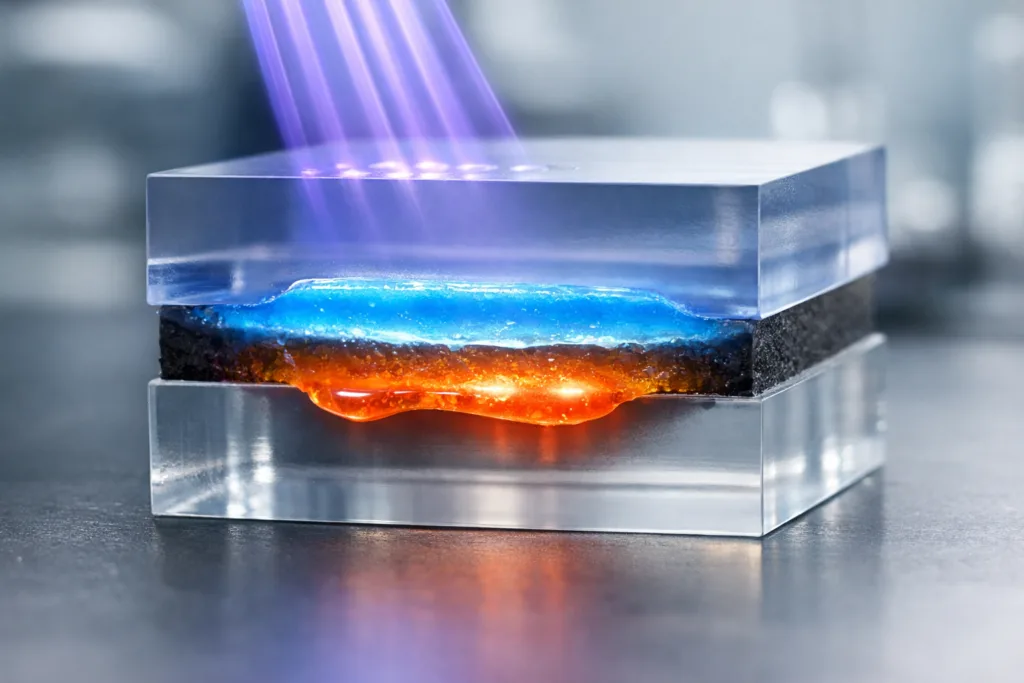
How Optical Clarity Affects the UV Curing Process
Paradoxically, while PC and PMMA are clear to visible light, their structure and optional UV-stabilizers absorb significant UV wavelengths (especially below 400nm). This means the energy required for effective cure may be diminished or diffuse through the plastic. In areas above 2mm thickness, cure depth can be drastically reduced, potentially leaving uncured adhesive in the joint center.
Types of UV Adhesives for Low Transmission Plastics
- Acrylic UV Adhesives: Best for speed and toughness; some grades are engineered to absorb visible light for partial curing under limited UV conditions.
- Dual-Cure (UV + Moisture/Heat): Cures with UV wherever accessible and with a chemical reaction or heat in shadowed areas.
- Cationic-Cure Epoxies: Offer superior chemical resistance, often used for electronics encapsulation or optics; slower but less oxygen-inhibition than acrylates.
For an overview of UV maskants and specialty solutions, see UV Maskants.
Adhesive Properties for Effective Bonding
When choosing an adhesive for PC/PMMA bonding, consider:
- Low Modulus: To accommodate joint movement and thermal expansion differences, especially in dissimilar substrates.
- Optical Clarity: If the joint will be visible or in light paths, minimize haze or yellowing over time.
- Low Shrinkage: To reduce stress-cracking on sensitive plastics and maintain bond-line appearance (see Low Shrinkage UV Glues for Precision Alignment).
- Surface Wetting: Ensures full contact and avoids air-bubble inclusions that undermine adhesion.
Surface Preparation Techniques for PC and PMMA
A pristine, active surface enables dependable bonds. Key steps include:
- Remove Contaminants: Clean with isopropanol to eliminate release agents, oils, and dust.
- Mild Abrasion: For non-optical areas, lightly abrade with a 600-grit pad to boost surface energy.
- Surface Activation: Plasma or corona treatment can convert inert surfaces into high-energy, adhesive-wettable interfaces (explained in line with findings by ZDS Adhesive, an industrial adhesive manufacturer).
Curing Process: How UV Works with Low Transmission Plastics
The adhesive is dispensed precisely onto a clean PC or PMMA substrate. Once the joint is assembled:
- UV Exposure: The fixture is illuminated at the appropriate wavelength, typically 365-405nm.
- Cure Optimization: Use multi-directional light sources or rotating parts for uniform exposure.
- Shadowed Areas: For zones unreachable by UV, rely on dual-cure adhesives or secondary thermal/chemical triggers.
For reducing stickiness caused by oxygen inhibition, see Sticky UV Glue? The Ultimate Guide to Stopping Oxygen Inhibition.
Process Parameters to Monitor
- Wavelength and irradiance (check LED vs. mercury lamp compatibility)
- Exposure time and distance from source
- Bond-line thickness (ideally ≤ 0.5mm for UV-only adhesives)
Best Practices for Achieving Durable Bonds
- Test cure schedule and mechanical performance on end-use geometry—not just coupons.
- Maintain part and adhesive temperature within manufacturer’s specified window to avoid cure inhibition, especially with dual-cure systems.
- Minimize joint complexity or implement design features to maximize exposed bond-line to UV.
Case Studies: UV Bonding in Automotive and Electronics
In the production of automotive headlamp assemblies, PC lenses are often bonded to PMMA reflectors. Fast UV cure slashes cycle times from hours to seconds, outperforming solvent cements and two-part adhesives. Electronics manufacturers use UV dual-cure adhesives to bond display panels, ensuring no uncured adhesive remains in shadowed areas. These examples highlight how UV solutions provide both speed and post-cure chemical resistance critical for challenging environments.
For broader industrial applications, visit Industrial Adhesives.
How to Troubleshoot Common UV Bonding Failures
- Poor Bond Strength: Often traced to under-cure in shaded bond-lines; recalibrate exposure or adopt dual-cure chemistries.
- Uncured Sticky Surfaces: Indicates oxygen inhibition; try inert gas purging or over-lamination to exclude air.
- Stress Cracks: Could result from high bond line shrinkage or improperly matched CTE (coefficient of thermal expansion).
- Yellowing: Ensure the adhesive is rated for UV exposure if clarity is required long-term.
Testing UV Bonds on PC/PMMA
Standard quality checks for PC/PMMA UV-bonded assemblies include:
- Lapshear strength tests (simulate tensile load at the joint)
- Peel tests (assess joint ductility and interface failure modes)
- Aging studies (thermal cycling, humidity soak, chemical exposure)
Test results must not only meet internal criteria but should anticipate field conditions—especially in automotive or consumer electronics sectors where impact and UV exposure are routine.
Innovations in UV Bonding for Opaque or Low-UV Materials
Visible-light curing adhesives and hybrid dual-cure systems have surged in adoption for PC/PMMA assemblies since 2024. These chemistries cure efficiently under longer wavelengths, overcoming transmission limits and boosting productivity across previously challenging applications. For detailed analysis, refer to Visible Light Curing Adhesives: 7 Powerful Benefits for Bonding Opaque Materials.
Environmental Considerations and Long-Term Performance
UV-cured joints should be checked for resistance to moisture, temperature fluctuation, and potential yellowing. Automotive-grade UV adhesives are typically engineered to maintain mechanical strength over -40°C to +120°C. In outdoor or optical uses, properties like low water absorption and high resistance to UV-degradation are essential for the assembly’s service life, as described by ZDS Adhesive’s application engineers. Test under accelerated aging when possible to validate the design strength to failure.
PROMPT: Bonding Low Transmission Plastics (PC/PMMA) with UV
To truly master Bonding Low Transmission Plastics (PC/PMMA) with UV, understand substrate limits, the precise fit of adhesive properties, and process controls. Proper integration of dual-cure or visible-light adhesives with robust cleaning and thoughtful joint design enables strong, fast, and durable bonds. OEMs now expect high transparency, rapid cycle times, and long-term reliability from these methods—demonstrating why process innovation is essential for future manufacturing and product breakthroughs.
Conclusion

Bonding low transmission plastics, especially PC and PMMA, with UV-curable adhesives requires recognizing and overcoming unique challenges. By matching adhesive chemistries to substrate properties, refining surface prep, and optimizing the curing process, manufacturers achieve strong, reliable, and optically clear assemblies. These insights are confirmed by real-world innovation in automotive, electronics, and consumer optics—setting the bar for future advancements, quality, and production efficiency.
Frequently Asked Questions
What makes PC and PMMA difficult to bond with UV adhesives?
Their optical clarity can be misleading, as both can absorb or scatter UV light needed for adhesive curing—especially if pigmented or treated with UV-blockers. This can reduce cure depth and lead to weak joints if not handled properly.
Are special UV adhesives required for low transmission plastics?
Yes, adhesives that cure at longer wavelengths (visible-light/dual-cure systems) and offer low shrinkage or toughened properties are recommended to ensure robust adhesion and optical clarity.
How can I improve the surface energy of PC or PMMA before bonding?
Clean the surface with alcohol, lightly abrade non-visible areas, and use plasma or corona treatments to activate the surface—ensuring better adhesive wetting and strength.
What thickness should the adhesive bond line be for effective UV bonding?
For most UV-only adhesives, aim for bond lines ≤0.5mm to ensure sufficient UV penetration and thorough cure. Thicker joints may require dual-cure technology for full conversion in shadow areas.
How fast can UV bonding be compared to traditional adhesives?
UV bonding allows for fixture strength in seconds, while traditional solvent or two-part adhesives may require minutes to hours. However, joint complexity and UV access affect total process speed.
Is yellowing a concern when using UV-cured adhesives with PC or PMMA?
Yellowing can occur if the adhesive or substrate isn’t stabilized for UV exposure. Use adhesives specifically designed for optical clarity and test assemblies for long-term color stability under service conditions.