For production teams comparing manual and automated adhesive application, the biggest question is usually not whether automation is possible, but whether it will improve consistency, throughput, and total cost of ownership enough to justify the change. An automated adhesive dispenser can solve several daily production issues at once: operator-to-operator variation, unstable bead size, excess material use, and process bottlenecks that become expensive as output grows. For buyers evaluating a new line or an upgrade, the right system is less about the machine alone and more about how the adhesive, substrate, cure profile, and line speed work together.
accurate and repeatable dispensing equipment guidance is especially useful when a project needs stable bead geometry, controlled shot volume, and reliable application across shifts. From our manufacturing perspective, good dispensing results depend on more than motion hardware: they depend on material behavior, process window, and whether the adhesive system can be delivered consistently under production conditions. At ZDS Adhesive, we support OEM and industrial buyers with formulation selection, sample testing, viscosity matching, and bulk production planning so the dispensing step fits the full manufacturing process, not just the laboratory sample.
What Automated Adhesive Dispensing Systems Actually Do
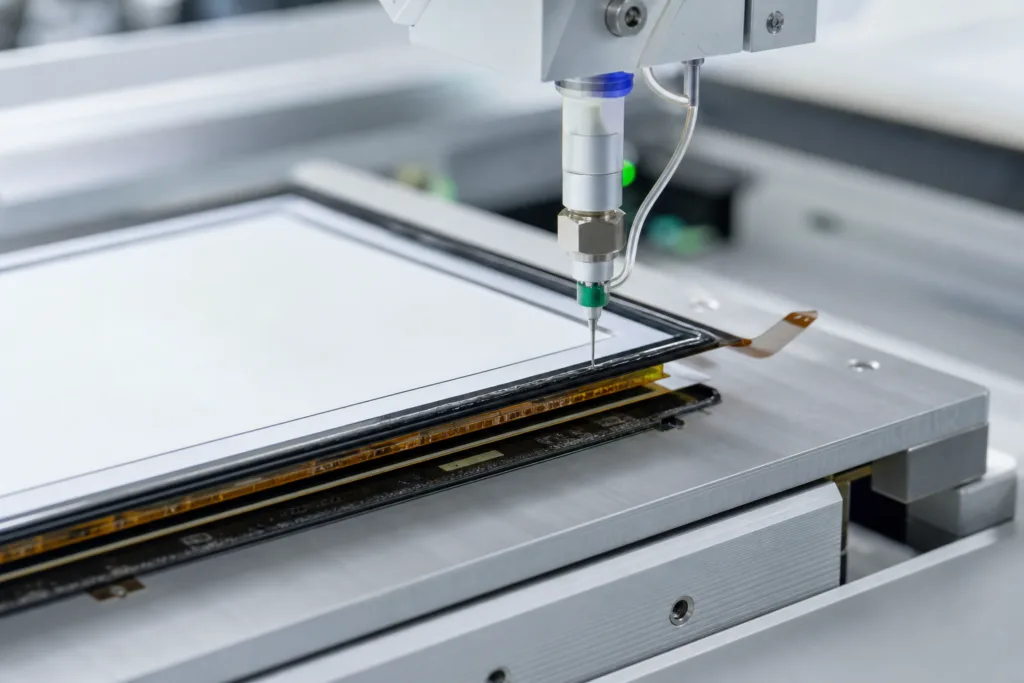
Automated adhesive dispensing systems meter and place adhesive in a controlled way, usually by volume, pressure, time, or motion path. In practice, that can mean dots, lines, beads, patterns, potting fills, sealing paths, or localized adhesive shots on a moving line. The goal is to remove as much human variation as possible from an operation that is highly sensitive to pressure changes, pause time, ambient temperature, and operator technique.
In a manual process, one technician may apply a slightly heavier bead, another may move faster, and a third may pause too long between parts. Those small differences can change cure behavior, bondline thickness, and final appearance. With automation, the process is designed around repeatable parameters: dispense time, flow rate, nozzle geometry, pressure stability, robot path, and part positioning. When those variables are controlled, production becomes easier to scale and easier to qualify.
Manual, semi-automatic, and fully automatic systems
Manual dispensing usually offers the lowest entry cost, but it also carries the highest variation and the most dependence on operator skill. Semi-automatic systems improve consistency by controlling part of the process, such as shot size, timing, or fixture positioning, while still requiring operator loading or unloading. Fully automatic systems integrate dispensing into a production line or robotic cell, reducing handling and enabling tighter process control.
| System type | Consistency | Throughput | Labor demand | Best fit |
|---|---|---|---|---|
| Manual | Variable | Low to moderate | High | Low-volume or flexible work |
| Semi-automatic | Moderate to high | Moderate | Moderate | Growing lines with repeat parts |
| Fully automatic | High | High | Lower | High-volume, stable, repeatable production |
The right answer depends on volume, product mix, and the tolerance for rework. If you are making short runs with frequent design changes, the flexibility of a semi-automatic setup may outweigh the complexity of full automation. If your product uses the same bond path, the same substrate, and the same adhesive every day, automation usually creates stronger process economics.
Why Manufacturers Adopt Automated Dispensing

The main reason manufacturers move to automation is not simply speed. It is process stability. Once a dispensing step becomes a known source of variation, it affects yield, downstream curing, and final inspection rates. Even if the adhesive itself is well chosen, inconsistent delivery can create poor wetting, incomplete coverage, trapped air, or excess squeeze-out.
Automation addresses the most common production problems:
- Inconsistent bead size caused by manual speed changes or pressure variation
- Material waste from over-application, rework, and cleanup
- Slow cycle times when operators must carefully measure or correct each shot
- Quality variation between shifts, plants, or operators
- Traceability gaps when process settings are not documented
For electronics, automotive parts, appliances, and industrial assemblies, those issues often show up as hidden costs. A small variation in adhesive volume can affect fit, sealing performance, or thermal transfer. If the line is running thousands of units per week, even a small reduction in waste or defects can produce a meaningful return.
When the project involves liquid structural products, it is also worth reviewing epoxy resin adhesive basics for automated dosing. Epoxies are often used in bonding and encapsulation because they can offer a balanced mix of strength, chemical resistance, and process stability, but their viscosity, pot life, and cure behavior must be matched carefully to the dispenser and the line speed. In our work, sample testing is often where buyers discover whether a formulation that performs well by hand still behaves the same under automation.
How Dispensing Performance Is Controlled
Three things usually determine whether an automated adhesive dispenser performs well: material behavior, machine control, and line integration. If any one of these is weak, the system may still run, but it may not run consistently enough for production.
Viscosity, rheology, and flow stability
Adhesives do not flow like water. Their viscosity, yield stress, thixotropy, and filler content all affect how they move through a pump, valve, nozzle, or hose. In technical terms, flow behavior changes under shear, which means the material may behave differently while being pumped than while sitting in a reservoir. NIST’s explanation of why viscosity and rheology affect adhesive dispensing is a useful reminder that the same material can behave very differently depending on shear rate and process conditions.
From a production standpoint, this is why the dispenser cannot be chosen first and the adhesive second. A high-viscosity paste, a low-viscosity UV system, and a filled thermally conductive adhesive each need different dosing logic. Material that is too thick may need stronger pressure, a different pump, or warmer conditioning. Material that is too thin may drip, string, or form inconsistent dots. In some applications, the adhesive must also hold its shape after placement, especially when the line pauses before cure.
Pressure, nozzle design, and motion control
Stable pressure is critical because pressure spikes can create large shots, air entrainment, or stringing. Nozzle diameter affects bead width, while motion speed affects deposition thickness. If the robot moves too fast for the material flow, gaps may appear. If it moves too slowly, the bead may be oversized or may slump before setting.
That is why calibration is not a one-time task. It should be checked during setup, after maintenance, after a material change, and whenever ambient conditions shift enough to affect flow. We typically advise buyers to define measurable acceptance criteria before production starts: bead width range, shot mass range, allowable gap, start-stop behavior, and maximum variation across a batch.
Traceability and measurement control
In automated systems, better repeatability is not only about machine movement. It also comes from measurement discipline. Calibrated pressure control, verified output volume, and documented settings make it easier to understand whether a defect came from the adhesive, the dispenser, or the substrate. For this reason, process teams that care about production records often place a high value on repeatability and calibration in automated dispensing, because traceable measurement practices support both quality control and troubleshooting.
At ZDS Adhesive, we often see that buyers get the fastest improvement when they combine machine control with adhesive selection discipline. If a material is sensitive to moisture, heat, or mixed ratio variation, no dispenser can fully compensate for poor formulation fit. The best automation projects start by matching the adhesive chemistry to the process window.
Where Automated Dispensing Delivers the Strongest Gains
Automation is most valuable where adhesive placement is frequent, repeated, and quality-sensitive. The stronger the need for uniformity, the more likely the system is to pay back.
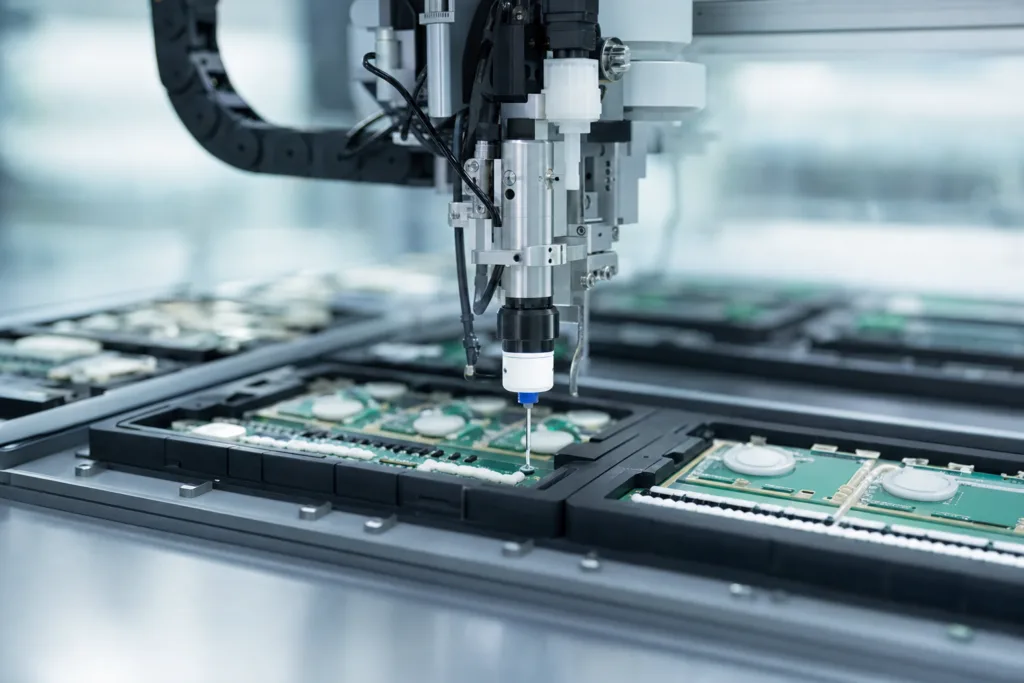
Electronics and electrical assembly
Electronics often require precise potting, gap filling, underfill-like placement, or sealing around sensitive components. Too much adhesive can interfere with connectors or thermal performance. Too little can leave voids or exposure paths. In these environments, automation helps control shot volume and reduce trapped air, especially when the adhesive must protect against moisture, vibration, or dust.
Automotive and transportation parts
Automotive component production often demands repeatable bonding on parts that vary in geometry or surface condition. Automation helps maintain consistent application across brackets, housings, trims, sensors, and subassemblies. Because production volumes are often high, even a modest reduction in rework or adhesive consumption can improve economics.
Appliances and industrial assemblies
Appliance manufacturers frequently need sealing, structural bonding, or localized reinforcement on production lines that must remain efficient. Automated adhesive dispensing is useful when the process must fit around mechanical assembly, foaming, curing, and final inspection without slowing the line.
For high-speed heat-activated lines, it is also helpful to review hot melt processing windows for automated lines. Hot melt systems can be productive when open time and set speed are aligned with line speed, but they demand careful thermal control. If the temperature window drifts, the adhesive may string, skin, or fail to wet the part correctly.
Choosing the Right Adhesive for Automation
Not every adhesive is equally easy to automate. A material that performs well in manual application may still be difficult to dispense repeatedly at scale. When we evaluate a project, we look at four basic questions: Can the adhesive flow consistently? Will it stay where it is placed? Does the cure time fit the line speed? And can the substrate surfaces support a reliable bond?
Common adhesive families and their automation fit
| Adhesive family | Automation fit | Key strengths | Watch-outs |
|---|---|---|---|
| Epoxy | High | Strong bonding, structural stability, potting capability | Pot life and viscosity must be matched |
| Silicone | High | Flexibility, heat resistance, sealing performance | Surface energy and cure mode matter |
| Polyurethane | Moderate to high | Balanced flexibility and adhesion | Moisture sensitivity and cure consistency |
| UV acrylic | High for exposed areas | Fast cure, clean processing | Requires line-of-sight UV access |
| Hot melt | High | Fast setting, scalable throughput | Thermal control and temperature stability |
Some projects also involve deciding whether the function is truly bonding, or whether the part needs more of a sealing role. In those cases, choosing between adhesive and sealant in assembly helps clarify whether the design priority is strength, movement accommodation, environmental sealing, or a combination of all three. This distinction matters because an automated dispenser can place either material, but the material must be chosen for the actual service condition, not just the application method.
Why epoxy is often a preferred starting point
Epoxy systems are commonly evaluated first because they can be engineered for bonding, potting, encapsulation, or gap filling. They also tend to offer good process repeatability when viscosity and pot life are controlled. However, if an epoxy is too fast or too thick, it may not be suitable for high-speed dispensing. If it is too slow, the line may outpace the cure window. That is why material selection and dispenser selection should be done together.
Hot melt, UV, silicone, and polyurethane systems each bring their own processing logic. There is no universal formula for automation success. Instead, there is a match between adhesive behavior and manufacturing needs.
Consistency Gains: Why Automation Reduces Variation
The most visible advantage of automation is that it stabilizes the application. Variation is not just a cosmetic problem. Uneven beads, missed areas, and overflow can affect bond strength, sealing reliability, electrical insulation, and part appearance. A process that looks acceptable in the lab may fail in production if the human operator cannot reproduce the same result across a full shift.
Automation reduces common issues such as:
- operator-dependent bead thickness
- uneven start and stop points
- missed corners or hidden gaps
- air bubbles from inconsistent loading
- excess squeeze-out that requires cleanup
In many plants, quality improvement begins with reducing “soft defects” that are not always caught immediately. A part may leave the line looking acceptable, but later fail due to incomplete seal continuity or insufficient adhesive volume. Automated placement helps close that gap by making the deposited pattern more predictable.
Throughput, Labor Efficiency, and Line Utilization
Throughput improves when the dispense step becomes faster, more repeatable, and less dependent on one skilled operator. A well-designed system can support shorter cycle times, fewer stoppages, and better alignment with conveyor or robot takt time. In some operations, automation also makes 24/7 production more realistic because the application step no longer depends heavily on a single person’s manual pace.
Labor efficiency is another important benefit. Automation does not eliminate labor in most plants, but it changes how labor is used. Instead of spending time on repetitive dispensing, operators can focus on loading, inspection, material replenishment, and process monitoring. That often reduces training burden as well, because the line depends less on individual manual skill.
From an ROI perspective, labor savings are only one part of the case. Material savings, yield improvement, and lower rework often matter just as much. If automation reduces over-application, the adhesive consumption drop alone can be significant over large annual volumes.
Common Automation Challenges and How to Plan for Them
Automation is not trouble-free. Buyers should plan for material and equipment issues that can affect uptime if they are ignored during selection.
Clogging and curing inside the nozzle
Some adhesives can begin curing or thickening in the nozzle if the open time is too short, the machine is idle too long, or the ambient environment is too warm. This is especially important for reactive systems. Prevention may involve purge routines, better temperature control, shorter line pauses, or a different cure chemistry.
Material settling and ratio drift
Filled materials may settle if they remain idle, which can change flow behavior and deposit quality. Two-part systems also require consistent mix ratio. If the pump or mixer is not stable, the bond line may be undercured or brittle in certain areas.
Calibration drift and maintenance
Even a good system can lose accuracy if seals wear, filters clog, or pump performance changes. Good maintenance planning should include calibration checks, cleaning routines, wear part replacement, and verification of dispense accuracy after any major service event.
Temperature and storage conditions also matter for safety and material stability. OSHA’s guidance on temperature, pressure, and adhesive safety considerations is relevant when a dispensing cell uses materials that are flammable, pressure-sensitive, or otherwise sensitive to operating conditions. That is one reason we ask buyers to include safety review in the early equipment discussion, not after installation.
How to Estimate ROI Before You Buy
A practical ROI assessment should go beyond purchase price. The most useful way to evaluate automation is to compare current process cost against expected automated process cost across a realistic production window.
Key inputs include:
- Labor time per unit before and after automation
- Material consumption and expected reduction in waste
- Defect rate and rework cost
- Throughput increase and capacity value
- Maintenance and downtime cost
- Integration and training cost
If the line already has enough volume to justify a dedicated cell, payback can come from a combination of output gains and quality improvement. If the process is mixed or unstable, the ROI may depend more on reduced variation than on pure speed. In many cases, the break-even point improves after a material and process trial reveals that the same adhesive can be deposited with less waste and fewer quality escapes than manual application.
One useful test is to compare manual output against automated output over several shifts using the same adhesive, same substrate, and same acceptance criteria. That gives procurement and engineering teams a clearer basis for capital planning than a theoretical machine rating alone.
What to Evaluate Before Purchase
Before selecting a system, buyers should confirm the following:
- Substrate type and surface condition
- Adhesive chemistry, viscosity, and cure mode
- Required accuracy for shot size or bead width
- Line speed and takt time
- Process pattern: dot, line, seal, fill, or pot
- Environmental conditions: heat, moisture, vibration, dust
- Integration needs with conveyors, robots, or vision systems
- Maintenance capability and spare parts plan
It is also important to know whether the application needs a fast-setting bond, a flexible seal, an insulating potting compound, or a thermally managed adhesive path. If the project requires heat transfer support, buyers should align the dispenser with the material, then review the final application details against the part design and thermal load. For that reason, our engineering team often suggests reviewing thermally conductive adhesive selection when the assembly must bond components while also moving heat away from electronics or power devices.
Supplier and Production Support Matters
Automation projects succeed more often when the adhesive supplier understands the production line, not just the chemistry. At ZDS Adhesive, we look at application method, cure route, substrate compatibility, and output target together. That helps us recommend whether a standard product is enough or whether a custom formulation, viscosity adjustment, or packaging change will improve performance in the dispenser.
For example, a buyer may need a different container size to reduce material aging on the line, or a different viscosity range to improve bead consistency through a specific pump. In other cases, sample testing may show that the adhesive performs well in a lab test but needs fine-tuning for start-stop conditions, long hose runs, or high ambient temperature. Those details matter because production stability often depends on small process adjustments rather than a complete redesign.
Conclusion

An automated adhesive dispenser is most valuable when it improves not just speed, but process control. For many industrial buyers, the real benefit is a combination of repeatability, reduced waste, lower rework, and better line capacity. The strongest ROI usually comes when the adhesive, dispensing equipment, and production requirements are selected together instead of separately. If you define the application clearly, test under real production conditions, and plan for calibration and maintenance, automation can become a stable part of long-term manufacturing rather than just an equipment upgrade.
For buyers comparing systems, the best next step is to evaluate the application by substrate, adhesive family, cure behavior, and required deposit geometry. That approach helps you choose a system that supports quality today and can still scale as output grows.
Frequently Asked Questions
What production problems does an automated adhesive dispenser solve most effectively?
It solves inconsistency, slow cycle times, material waste, and operator variation. In production, those problems often show up as uneven beads, excess adhesive, missed coverage, or quality drift between shifts. Automation helps make the dispense step repeatable so the rest of the line is easier to control.
How do I know whether manual or automatic dispensing is better for my line?
Manual dispensing can work for low volumes, frequent design changes, or highly flexible work. Automatic dispensing usually makes sense when the same pattern is repeated often, output is growing, or quality variation is causing rework. The more stable the part and adhesive, the stronger the case for automation.
Which adhesive types are easiest to automate?
Epoxy, silicone, UV acrylic, and hot melt systems are often good candidates, but only if their viscosity, pot life, and cure behavior match the machine and line speed. The easiest adhesive to automate is the one that fits the process window without clogging, stringing, settling, or curing too early.
What should I test during sample evaluation?
Test bead size, shot weight, start-stop behavior, open time, cure response, air bubble formation, and final bond or seal quality. It is also wise to test across multiple shifts or temperature conditions so you can see whether the result stays stable outside the lab.
How does automation affect ROI?
Automation can improve ROI through faster throughput, lower labor dependence, reduced waste, and fewer defects. The most reliable payback calculations compare current manual cost against expected automated output over real production volumes, including maintenance, training, and integration cost.
Can ZDS Adhesive help if my adhesive is not dispensing well?
Yes. We can review the material, the application target, and the equipment setup to identify whether the issue is viscosity, cure speed, substrate preparation, or process control. In many cases, a small formulation or packaging adjustment improves dispense stability without changing the full production process.