Hot melt adhesives are one of the most practical bonding systems in industrial manufacturing because they combine fast handling strength with simple application equipment and broad production flexibility. For engineers and procurement teams, the real value is not just speed. It is the ability to match a formulation to the substrate, line speed, service temperature, and cost target without adding unnecessary curing complexity. In many factories, that balance is what makes hot melt adhesives useful for packaging, assembly, furniture, hygiene products, and many light-to-medium duty bonding tasks.
For readers who are still comparing adhesive classes at a broader level, our adhesive selection fundamentals guide is a useful starting point because the decision often begins with defining whether the job needs bonding, sealing, gap filling, or a combination of those functions. From our manufacturing perspective at ZDS Adhesive, that early decision also affects formulation choice, melt viscosity, package format, and how much process support a buyer may need during sampling, line trials, and bulk production.
What hot melt adhesives are and why factories use them
Hot melt adhesives are thermoplastic or reactive adhesive systems that are applied in a molten state and develop bond strength as they cool, or in the case of reactive systems, as they cool and then continue curing by a secondary chemical reaction. This makes them different from water-based or solvent-based systems, which usually require evaporation or chemical setting over a longer period. The appeal is straightforward: once the adhesive is melted, it can be pumped, dispensed, and placed on a line, then it sets quickly when the heat leaves the bond area.
That quick set behavior is one reason hot melt adhesives are widely used in high-throughput manufacturing. They help reduce clamp time, support faster packing cycles, and make it easier to automate repetitive application steps. In practice, this means the adhesive choice affects not only bond strength, but also labor efficiency, production layout, and equipment selection.
Hot melt systems are not universal, however. They are strongest where production speed and easy handling matter more than long cure windows or deep structural reinforcement. If the product sees continuous high heat, heavy chemical exposure, or demanding long-term load, a hot melt may need to be selected carefully or replaced with a different chemistry. The right answer depends on the full application environment, not just the initial tack.
Main hot melt chemistry families

The chemistry family determines most of the behavior buyers care about: working time, final flexibility, service temperature, adhesion to difficult substrates, and resistance to aging. From our formulation and application support work, we usually evaluate hot melt adhesives by the balance they strike between processing speed and final performance.
| Chemistry family | Typical strengths | Typical trade-offs | Common industrial uses |
|---|---|---|---|
| EVA | Simple processing, broad packaging use, good cost-performance balance | Moderate heat resistance, not ideal for severe environments | Carton sealing, labeling, general assembly |
| Polyolefin | Good thermal stability, cleaner processing, often lower odor | May need careful matching for difficult substrates | Packaging, hygiene, general industrial bonding |
| Polyamide | Faster set, better heat and chemical resistance than many standard melts | Higher processing demand and often higher cost | Automotive, filtration, electronics, demanding assembly |
| Reactive polyurethane hot melt | Excellent final strength development, moisture-curing reinforcement, better heat resistance | More process control, moisture sensitivity, equipment discipline needed | Structural assembly, furniture, edge bonding, specialty production |
| Specialty formulations | Tailored flexibility, tack, transparency, low-temperature flexibility, or adhesion targets | Customization may extend validation time | Product-specific OEM systems and private label programs |
For readers comparing chemistry families, the key question is not which system is objectively best. The better question is which system fits the substrate, line speed, and service environment. The same adhesive family can behave very differently depending on softening point, molecular weight, additives, and how the production line handles heat and dwell time.
In many industrial sourcing discussions, it helps to read chemistry information alongside a broader manufacturing context. For example, the working window and heat resistance of a hot melt may be discussed together with the type of curing or setting behavior expected from other adhesive classes. Our solvent-based adhesive manufacturing context article is useful as a comparison point because it shows why process route, drying method, and equipment needs can change the commercial fit of a system even before bond strength is discussed.
EVA hot melt adhesives
EVA-based hot melts are widely used in packaging and general assembly because they are easy to process and usually forgiving in production. They are often chosen where speed matters and where the bond does not need extreme temperature resistance. For carton closure, bookbinding, and some light assembly tasks, EVA can provide a balanced starting point for cost-sensitive production.
Polyolefin hot melt adhesives
Polyolefin systems are often selected when buyers want a cleaner processing profile, solid heat performance, and good production stability. They can be attractive in packaging and hygiene products, especially when odor, thermal stability, or line cleanliness matter. Their performance depends heavily on the exact substrate pairing and line conditions, so sample trials remain important.
Polyamide hot melt adhesives
Polyamide hot melt adhesive systems are often chosen for faster set, stronger heat resistance, and better resistance to some oils and chemicals. In demanding lines, the combination of quick handling and improved service performance can justify the higher material cost. For a deeper look at this family’s selection logic, the polyamide hot melt performance and processing reference is a useful technical comparison because polyamide systems are often evaluated where open time, set speed, and service heat become critical design variables.
Reactive polyurethane hot melts
Reactive polyurethane hot melts combine the speed of a thermoplastic set with a secondary cure that builds final performance over time. They are often used when the application needs stronger resistance to heat, moisture, or long-term stress than a standard non-reactive melt can provide. From a processing perspective, they require stricter humidity and equipment control because premature reaction inside tanks, hoses, or nozzles can create waste and downtime.
When a buyer is considering moisture-reactive systems, it is helpful to understand how cure behavior affects open time, package stability, and production discipline. Our polyurethane cure behavior and processing article explains why moisture exposure, storage control, and line cleanliness matter so much for these materials, especially when the adhesive is expected to deliver more than basic tack.
How processing windows shape bond quality
The processing window is the practical range in which a hot melt can be melted, pumped, dispensed, wet onto the substrate, and cooled into a stable bond without degradation or poor adhesion. In industrial work, this window is often more important than a single headline property because production teams need the adhesive to behave consistently across shifts, equipment, and ambient conditions.
Several variables define that window:
- Melt temperature: must be high enough for flow but not so high that the adhesive degrades or chars.
- Viscosity: must support the chosen application method, whether bead, spray, slot coating, roller, or pattern dispensing.
- Open time: must match the time available before the bond starts to freeze.
- Set speed: must support line speed and handling requirements.
- Service temperature: must exceed the expected product environment by a suitable margin.
If the adhesive cools too quickly, it may not wet the substrate properly. If it stays open too long, the line may lose speed or experience misalignment. If the temperature is too high, thermal degradation can create odor, darkening, stringing, or unstable viscosity. That is why the correct processing window is a systems decision, not just a material specification.
Viscosity, wetting, and substrate surface energy
Viscosity affects how easily a hot melt flows through the pump and how well it spreads on the surface. High viscosity can help with bead shape and vertical applications, but it may reduce wetting on low-energy plastics or dusty surfaces. Lower viscosity can improve wetting but may increase stringing or squeeze-out if the line is not tuned correctly. Successful use depends on balancing these effects against the product geometry and production speed.
For plastics in particular, substrate compatibility can be a challenge because surface energy varies widely. If the bond target includes difficult plastics or mixed material assemblies, the right selection process matters as much as the chemistry itself. Our adhesive selection for plastics guide can help buyers think through that compatibility problem before they commit to a full production trial.
Open time versus set time
Open time is the period after application during which the adhesive still forms a strong bond when the parts are brought together. Set time is how long it takes for the bond to develop enough handling strength after assembly. A short open time is useful for fast automated work, but it can create problems if part placement is inconsistent. A longer open time helps complex assembly, but it may reduce throughput unless the line is designed for it.
In our experience, one of the most common sourcing mistakes is to judge hot melt adhesives only by initial tack. A system that grabs quickly is not always the right fit if the parts need fine alignment, if the line has variable dwell time, or if the product geometry creates heat loss differences across the bond area.
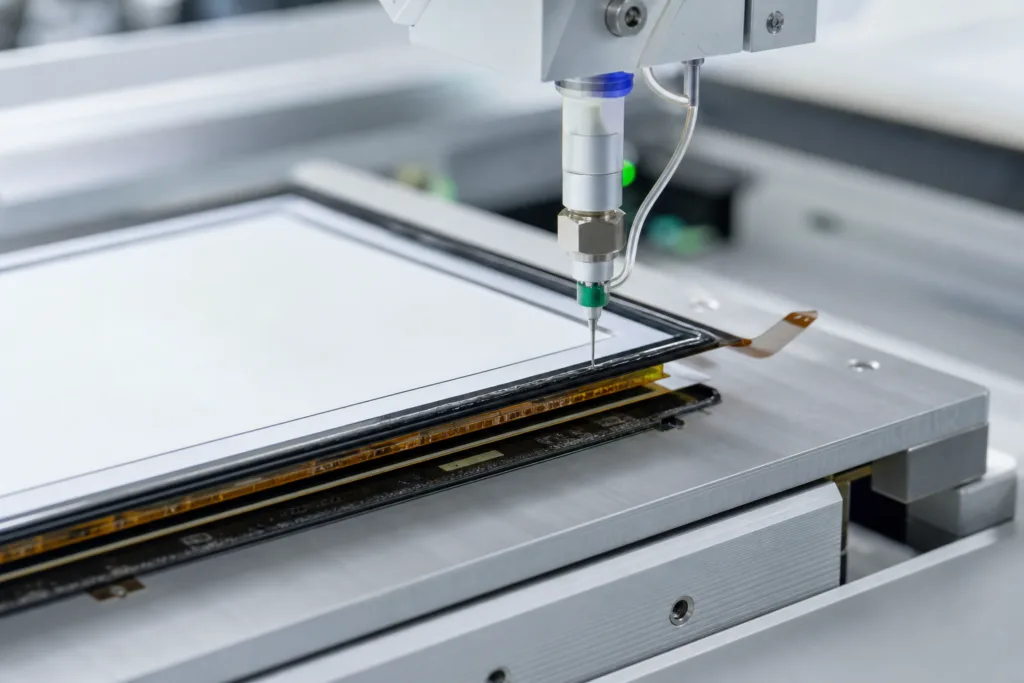
Equipment essentials: what a hot melt line really needs
Hot melt adhesives depend on equipment discipline. Even a good formulation can perform poorly if the tank temperature, hose heating, pump pressure, nozzle design, or application timing is unstable. Buyers often compare adhesive prices first, but in industrial manufacturing the equipment package can be just as important as the resin system.
Typical components include melt tanks, heated hoses, guns or dispensing heads, nozzles, rollers, slot die systems, pattern controllers, and temperature controls. The equipment chosen should match the adhesive’s viscosity and the desired application pattern. For example, a narrow bead for case sealing has different requirements than a wide coating line for laminating or edge bonding.
From a production perspective, equipment stability affects bead quality, coverage consistency, and waste. Poor temperature control can create stringing, charring, or inconsistent flow. Bad nozzle selection can create overspray or missed areas. Excess pressure may deform the bead and change coverage. All of these issues can look like an adhesive failure when the root cause is actually application control.
In some assembly environments, faster-setting contact-style behavior is also compared with hot melt performance, especially when speed and immediate handling strength are priorities. Our fast-setting industrial bonding options article provides useful context for buyers who need to compare rapid bond development across different adhesive formats.
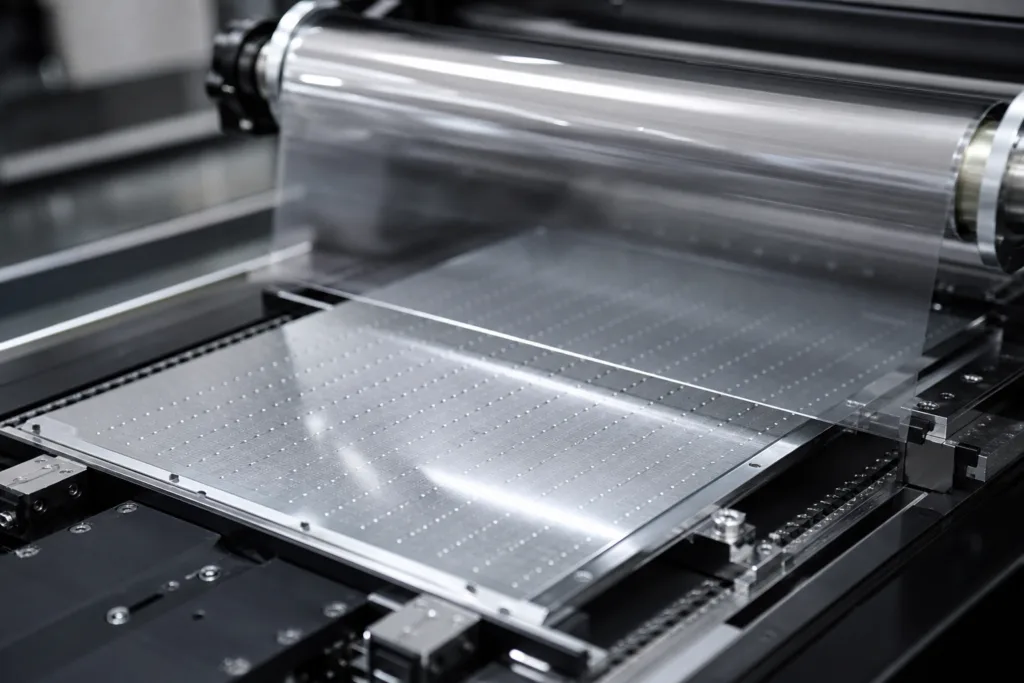
How equipment choice affects throughput
A line that uses the wrong applicator geometry may still run, but it will often run less efficiently. Slot die systems can support broad coating coverage and better thickness control. Roller systems can be useful for surface coverage on flat substrates. Nozzle-based systems are often flexible for point bonding or bead placement. The right choice depends on the part design, line speed, and acceptable variation.
When a buyer asks for a “faster adhesive,” the real answer may be to revisit the equipment and application strategy instead of immediately changing chemistry. A small adjustment to temperature control or nozzle size can sometimes deliver more value than switching product families.
Industrial applications by sector
Hot melt adhesives are used across many industries because they suit repeated, high-volume assembly. The exact formulation chosen depends on the load case, aesthetics, substrate mix, and service environment.
Packaging and case sealing
Packaging remains one of the largest uses for hot melts because the process rewards speed, reliable tack, and low complexity. Carton sealing, tray assembly, and case closure benefit from quick set time and consistent bead control. Here the main concern is usually process stability and cost-per-package rather than structural reinforcement.
Furniture and woodworking
Furniture production uses hot melts for edge banding, profile wrapping, and selected assembly steps. The adhesive must handle wood porosity, surface variation, and occasional heat or humidity exposure. In these settings, line speed and appearance can matter as much as raw strength.
Bookbinding and print finishing
Bookbinding often needs predictable viscosity, clean application, and reliable flexibility after cooling. A brittle bond may crack during repeated opening, while an overly soft bond may fail in warm storage. This is one reason why formulation balance matters more than a generic “stronger is better” approach.

Automotive, electronics, and filtration
Automotive and electronics applications can push hot melts into more demanding territory. Here, service temperature, vibration resistance, and compatibility with plastics or coated substrates become more important. In filtration, adhesive selection may be driven by heat, chemical contact, and durability under airflow or mechanical stress. These cases often justify polyamide or reactive systems rather than basic general-purpose melts.
When the project involves structural reinforcement or more demanding load paths, buyers sometimes compare hot melt systems with other bonding technologies that offer different final properties. Our structural PU bonding performance article is helpful when evaluating whether a hot melt is sufficient or whether a more structural chemistry is better suited to the job.
Construction and assembly support
In construction-related assembly, hot melts may be used for temporary positioning, component fixing, or certain laminated structures where speed matters. The challenge is making sure the adhesive does not soften too much under service heat or environmental exposure. That is why performance trade-offs must be reviewed early in the project rather than after pilot production.
Selecting the right hot melt adhesive for your process
The best selection method is to work backward from the product requirement. Start with the substrate, then the temperature range, then the line speed, then the appearance and handling needs. This helps prevent over-specifying a product that is expensive or difficult to process.
- Choose fast-setting systems when line speed and immediate handling matter most.
- Choose flexible systems when parts expand, vibrate, or experience peeling forces.
- Choose higher heat-resistant systems when the product may sit in warm storage or operate near elevated temperatures.
- Choose reactive hot melts when the final bond must improve over time and justify added process control.
- Choose custom formulations when the substrate, package format, or equipment setup is unusual.
At ZDS Adhesive, we usually recommend validating selection with a small sample run before lock-in, especially if the product involves mixed substrates, narrow process windows, or performance requirements that are not fully captured by a standard data sheet. A good sample program saves far more time than correcting a full-scale production mismatch later.
Common failure modes and how to avoid them
Most hot melt problems are process-related, formulation-related, or substrate-related. The adhesive may not be wrong, but it may be used outside the window it was designed for.
Stringing
Stringing often happens when temperature, nozzle design, or viscosity is not balanced. It can also occur when the adhesive is overheated and becomes too fluid. The result is poor appearance, contamination, or inconsistent dotting.
Poor wetting
Poor wetting usually means the adhesive did not spread enough before set. This can happen on low-energy plastics, dusty parts, cold substrates, or lines that are running too fast. Surface preparation and temperature control are usually the first things to check.
Scorch and thermal degradation
If a hot melt is held at high temperature too long, it may darken, thicken, or lose performance. This is a common issue in tanks that are left idle or in systems with poor circulation. It can also create odor or clogging.
For moisture-sensitive or more complex formulation environments, process discipline becomes even more important. Buyers comparing adhesive classes often underestimate how much the surrounding manufacturing environment matters. In many cases, understanding the limits of alternative systems helps clarify the hot melt decision. Our water-based adhesive performance limits article is a useful contrast when evaluating how drying time, substrate sensitivity, and line design influence total process cost.
Weak peel or cohesive failure
Weak peel strength can mean the adhesive was too brittle, the substrate was contaminated, or the service condition exceeded the formulation design. This is where aging tests and stress simulation are useful. A bond that looks good immediately after cooling may still fail under heat cycling, vibration, or long dwell time.
Testing, validation, and production readiness
Sample testing is not just for confirming whether an adhesive sticks. It is for confirming whether the adhesive sticks under the exact process and environment the customer will use. That means testing should include substrate condition, ambient temperature, equipment settings, and the real assembly sequence.
A practical validation plan often includes:
- checking application temperature at the head, hose, and tank
- confirming bead shape and coverage consistency
- measuring handling strength after the expected cooling period
- evaluating bond performance after heat aging or humidity exposure
- reviewing appearance, stringing, and residue
- confirming that the product can be stored and handled without instability
Technical data sheets are useful, but they should be read as starting points rather than final proof. If a line is highly automated, even a small change in viscosity or open time can affect output. For procurement teams, this is also where supplier communication matters. A good manufacturer should help interpret the data sheet, explain likely limitations, and suggest a more suitable grade if the first option is not a perfect fit.
When a standard hot melt is enough and when a reactive system is better
Standard hot melt adhesives are usually enough when the requirement is fast assembly, moderate service conditions, and straightforward substrate compatibility. They are often the right choice for packaging, general product assembly, and some furniture or print applications.
Reactive hot melt systems are more appropriate when the bond has to carry more demanding performance expectations after full cure. If the product must resist elevated heat, moisture, or long-term stress better than a standard thermoplastic system can manage, the extra processing discipline may be worthwhile. The trade-off is that the production team must manage storage, humidity, application temperature, and equipment cleaning more carefully.
For buyers evaluating this trade-off, it is often helpful to remember that adhesion is only one part of the specification. Service environment, equipment compatibility, and batch-to-batch consistency can matter just as much. That is why selection should be treated as a manufacturing decision, not only a chemistry decision.
Specification and sourcing considerations
When sourcing hot melt adhesives in bulk, the technical discussion should be matched with supply-chain planning. Buyers should ask about package size, lead time, MOQ, storage requirements, and batch consistency before finalizing a program. A formulation that performs well in the lab but arrives inconsistently in production will create hidden cost.
Important sourcing questions include whether the supplier can maintain viscosity consistency, whether packaging suits the existing melt system, whether the product can be customized for a specific substrate or temperature target, and whether the supplier can support repeated trials without losing communication quality. For OEM and private label programs, those operational factors are often as important as the resin choice itself.
Manufacturing context also matters when the adhesive must be integrated into a wider product assembly strategy. If a project involves plastics, coatings, or mixed materials, the supplier should be able to discuss likely interactions rather than simply quoting a grade. That is part of how we approach development and production support at ZDS Adhesive: we treat the adhesive, the substrate, and the line as one system, not separate problems.
How we support custom hot melt formulation and industrial production
Custom hot melt development is usually worthwhile when the standard catalog options do not fully match the substrate, equipment, or end-use environment. In our formulation work, we look at the full processing chain: melting behavior, pumping stability, dispensing pattern, set speed, bond appearance, and long-term performance. That helps us adjust the formula without compromising production efficiency.
Typical customization targets include tack balance, open time, flexibility, heat resistance, adhesion to difficult substrates, odor profile, packaging format, and automation compatibility. In some programs, the priority is not maximum strength but improved throughput or lower scrap. In others, the buyer wants a private label product with a stable technical window for resale into a defined industrial segment.
Because hot melt systems are sensitive to process design, we usually recommend sample testing before bulk approval. That gives both the buyer and the manufacturer a chance to verify whether the formulation behaves as intended in the real equipment environment. Good development is practical, not theoretical.
Conclusion

Hot melt adhesives remain a practical choice for industrial manufacturing because they combine fast processing with flexible application formats and a wide range of chemistry options. The best results come from matching the formulation to the substrate, the processing window, and the final service conditions rather than treating all hot melts as interchangeable. For buyers, that means evaluating equipment, temperature control, open time, and production stability alongside the adhesive itself.
When the application is straightforward, a standard hot melt can offer an efficient and cost-balanced solution. When the application is more demanding, a polyamide or reactive system may be worth the additional process control. In either case, sample trials, equipment checks, and clear communication with the adhesive manufacturer are the keys to avoiding failure and improving production reliability. That is the manufacturing logic we use every day when helping customers choose or customize hot melt adhesives for real industrial use.
Frequently Asked Questions
What makes hot melt adhesives different from other industrial adhesive systems?
Hot melt adhesives are applied in a molten state and gain handling strength as they cool, which makes them faster to process than many water-based or solvent-based systems. They are valued in manufacturing because they can shorten cycle time, simplify equipment needs, and support automated application. The trade-off is that they must be selected carefully for heat, substrate, and service environment.
How do I choose between EVA, polyolefin, polyamide, and reactive polyurethane hot melts?
Start with the product requirement. EVA is often used for general packaging and light assembly, polyolefin can offer better thermal stability and cleaner processing, polyamide is useful for faster set and more demanding environments, and reactive polyurethane hot melts are chosen when stronger final performance is needed after secondary cure. The right answer depends on substrate compatibility, line speed, and service conditions.
Why does processing temperature matter so much for hot melt adhesives?
Temperature affects viscosity, wetting, pumpability, and long-term stability. If the adhesive is too cool, it may not flow or wet properly. If it is too hot, it can degrade, string, or change color. Stable temperature control is one of the most important conditions for repeatable bond quality.
Can hot melt adhesives be used on plastics and metal assemblies?
Yes, but substrate selection matters. Some plastics are difficult to bond because of low surface energy, and metals may require clean, consistent surfaces for reliable wetting. The adhesive family and the application method should be selected together, and sample testing is essential before full production approval.
What should buyers ask about when sourcing hot melt adhesives in bulk?
Buyers should ask about MOQ, lead time, packaging size, storage conditions, viscosity consistency, batch-to-batch stability, and technical support during trials. It is also useful to confirm whether the manufacturer can adjust the formula for a specific line speed, substrate set, or private label requirement.
When should I consider a custom hot melt formulation instead of a standard grade?
Custom formulation is worth considering when the standard grades do not match the substrate, service temperature, equipment, or appearance target. It is also useful when a company needs consistent OEM or private label supply with a more specific process window. A good sample program will usually show whether customization can improve the total manufacturing result.