Introduction: Why Bonding Plastic to Metal Is an Engineering Challenge
Bonding plastic to metal isn’t as easy as grabbing the nearest glue off the shelf. Each material behaves differently under stress, heat, and even during manufacturing. Understanding how to bond plastic to metal requires addressing differences in thermal expansion, surface energy, stiffness, and stress response. If you choose the wrong adhesive, your design might suffer brittle failures, poor durability, or simply fail validation testing. This guide arms you with all the engineering know-how needed to plan, design, and validate robust, reliable bonds between dissimilar materials—no guesswork involved. Whether for automotive, electronics, or industrial assemblies, you’ll discover practical approaches and objective methods to reduce risk and advance your project goals.
Understanding the Science: Why Plastics and Metals Don’t Naturally Bond

Plastics and metals have fundamentally different surface properties. Plastics are often low surface energy materials—they resist wetting by most adhesives. Metals, meanwhile, usually have high surface energy but can be contaminated with oxide layers, oils, or corrosion inhibitors. Plus, plastics expand and contract more with temperature changes, compared to metals. This difference causes movement at the interface, inviting peeling, cracking, and stress concentrations. And don’t forget: plastics and metals flex at different rates (modulus mismatch), which can put sudden stress on the bond line when your assembly is subjected to bending or load cycling. The solution? Optimize both materials for adhesive interaction by tailoring surface preparation, adhesive selection, and design geometry.
Essential Surface Preparation Strategies
Most early failures trace back to poor surface preparation—think dust, oils, or untreated plastics. For metals, steps often include cleaning, abrasion (light sanding or blasting), and sometimes chemical etching or priming. For plastics, you may need solvent wipes, corona/plasma treatment, or special primers to raise surface energy. Testing surface energy is critical; a simple water break test reveals whether you’ve achieved a clean bonding surface. For high-stakes applications, consider quantitative wipe tests. Consistency matters—build standardized surface prep steps into your assembly protocol.
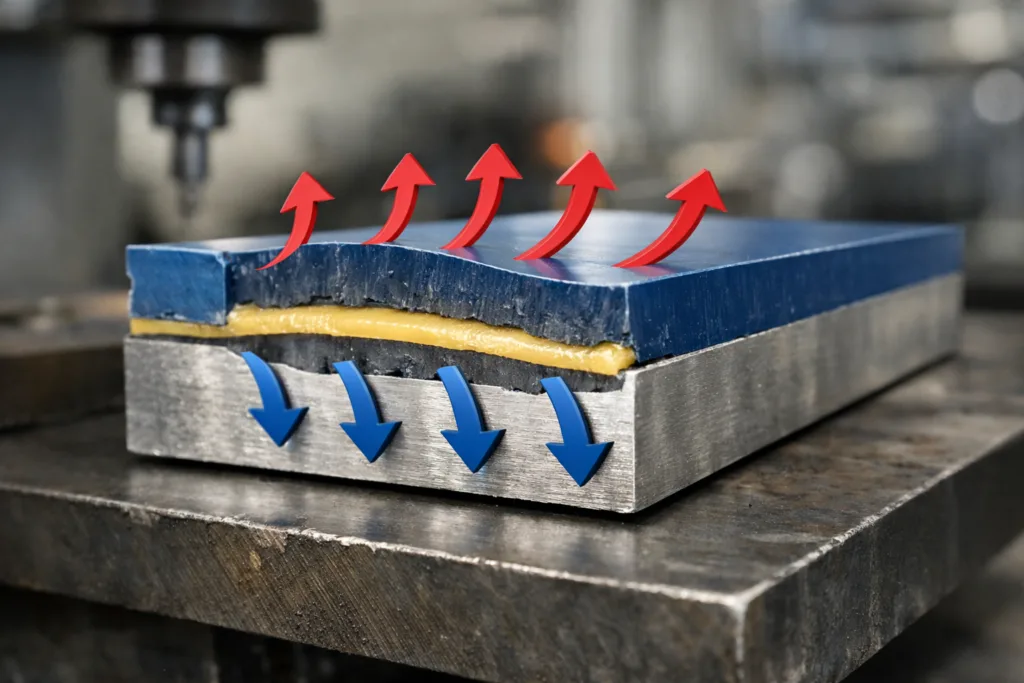
Thermal Expansion and Stress: How Dissimilar Materials Behave
Plastics usually have a coefficient of thermal expansion (CTE) 3–10 times higher than metals. That means under temperature cycles, even a well-adhered joint will shift if the bond line isn’t flexible enough. ZDS Adhesive, an industrial adhesive manufacturer, sees most durable designs using flexible structural adhesives that accommodate CTE mismatch and avoid sheer, brittle failure after repeated cycling. Always review bond line thickness and adhesive ductility for outdoor or electronics applications where temperature fluctuates.
Designing Bond Lines for Durability
Engineering a bond is not just about adhesive type—it’s about joint geometry. Joints loaded in shear perform best. Peel and cleavage loading make failure much more likely, so design wide, overlapping joints where possible. Maintain a consistent bond line thickness (typically 0.1–0.5 mm for structural adhesives) to shed stress and ensure uniform cure. Avoid sharp corners and trapped air; these act as crack initiators. The right design distributes stress, supports longevity, and simplifies durability validation testing.
Adhesive Types for Bonding Plastic to Metal
Your glue choice depends on loads, environment, and material properties. Popular options for plastic to metal adhesive applications include:
- Two-part acrylics: Flexible, strong, and especially good on low energy plastics
- Epoxies: Very rigid, best for high-strength, low-flex designs
- Polyurethanes: Excellent toughness, better suited for dynamic loads and vibrations
- Methacrylates (MMA): High impact and weather resistance
- Silicones: Great for extreme temperature swing and flexible assemblies
- UV-curable adhesives: When you need speed and precision on transparent parts
The right adhesive system balances modulus, flexibility, and chemical compatibility between substrates. If you’d like a side-by-side technical comparison, check out the Acrylic vs. Epoxy: Discover Which Adhesive Wins for Shear and Peel Strength in Metal Applications guide.
Guide to Identifying Plastics and Metals in Your Assembly
Before bonding, know your materials. Common plastics include PC (polycarbonate), ABS, PVC, PE, PP, and engineering-grade polymers. Metals may be aluminum, steel, galvanized steel, or copper alloys. Each plastic and metal reacts differently to adhesives and treatments. PE and PP, for example, need special surface activation. Failing to properly identify your materials can make even top-tier adhesives fail.
Cleaning and Degreasing: The First Step to Reliable Bonds
All adhesive work begins with degreasing. Use an industrial solvent or isopropanol to remove fingerprint oils and lubricants. For metals, a quick abrasion with a Scotch-Brite pad improves roughness and exposes clean metal. Plastics benefit from mild detergent and distilled water cleaning. Always wipe and dry before the next step. Skipping this process nearly guarantees premature bond failure.
Mechanical Abrasion for Better Adhesion
Sandblasting, light abrasion, or micro-etching increase surface roughness, creating more area for adhesives to grip. For metals, use non-residue sandpaper or blasting. For plastics, use the lowest effective grit to avoid microcracks. Avoid over-sanding, which can embed debris. Always follow up with cleaning to remove grindings and shavings.
Chemical Surface Activation: Primers, Corona Treatment, and Plasma
Some plastics (like PE, PP, and PTFE) simply don’t wet well with adhesive. Consider priming or surface functionalization methods:
- Solvent or chemical primers increase surface energy
- Corona discharge or open-air plasma treatment works for electronic applications
- Flame treatment (rare; exercise caution!)
Each method must be verified through surface energy testing. For specific advice, see Plastic Bonding Mastery: 7 Steps to Picking the Right Adhesive for Every Plastic Type.
Primer Selection and Application
Primers act as a bridge between low-energy plastics and the adhesive. Application is typically by brush, wipe, or dip. Allow proper drying time—often 5–20 minutes, as specified by the supplier. Over-application can cause delamination or poor adhesive cure. If you’re working in a high-volume setting, consider automation for primer application to ensure consistency.
Choosing Between Rigid and Flexible Adhesives
Rigid adhesives (like epoxies) provide high lap shear but struggle with peel forces and CTE mismatch. Flexible adhesives (PU, acrylics, some MMAs) stretch and recover when the assembly heats or flexes. For assemblies exposed to temperature swings or vibration, flexible adhesives last longer. Validate your choice through environmental testing and prototype builds.
Adhesive Compatibility with Metals and Plastics
Look beyond the datasheet: some adhesives cure slowly or incompletely on certain metals (zinc, galvanized, copper) due to surface chemistry. Some plastics might leach out additives, affecting bond strength. Compatibility guides and test samples are crucial. When in doubt, reference The Smart Engineer’s Guide to Bonding Galvanized Steel: Mastering Zinc Inhibition in 2026 to prevent common pitfalls.
Fixture, Open Time, and Cure Considerations
Fixture time refers to how long you must maintain the joint in position before the adhesive gains handling strength. Open time (working time) is how long you have to assemble before the adhesive sets. These timing windows can be minutes (MMA, UV adhesives) or hours (epoxies, polyurethanes). Always factor in assembly line rate, operator skill level, and rework potential. Cure conditions (room temperature, heat, UV light) significantly impact ultimate bond performance.
Testing for Bond Strength: Lap Shear, Peel, and Environmental Cycles
Laboratory testing validates whether your adhesive process is production-ready. Industry-standard tests include:
- Lap shear (ASTM D1002), for in-plane strength
- Peel tests (ASTM D903), for impact of bending and flex
- Thermal cycling, humidity aging, and chemical soak for environment durability
Test your worst-case scenarios, not just typical conditions.
Design Tips for Plastics-to-Metal Bonding
Key design approaches include:
- Designing the joint for shear, not peel
- Ensuring adhesive covers the entire intended surface
- Adding ribs, fillets, or stops to control bond line thickness
- Providing space for adhesive squeeze-out (avoid bridging gaps)
- Avoiding point loading—use distributed loads
Managing Moisture, UV, and Chemical Resistance
Not every adhesive solution holds up outdoors or in harsh chemicals. For exterior applications, seek out adhesives with proven water, UV, and chemical resistance. Ask for test data, not just marketing claims. Periodic sample testing helps catch process deviations before they cause failures in the field.
Addressing Vibration and Fatigue Loading
For automotive, appliance, or electronic enclosures, vibration is a silent bond killer. Fatigue-resistant adhesives (often toughened acrylics or polyurethanes) absorb dynamic stress and prevent crack nucleation. Seek adhesives validated by fatigue testing for safety-critical joints. For more on this topic, reference 7 Essential Insights: Fatigue Resistance Testing of Acrylic Structural Bonds for Lasting Industrial Performance.
Quality Control Methods for Production Environments
Maintaining quality means standardizing prep, mixing, and application. Use calibrated dispensers for correct mix ratios. Monitor temperature and humidity. Keep detailed logs in case of failure investigations. Implement periodic destructive testing (lap shear or peel) as a proactive measure. Train operators to recognize surface prep issues instantly.
Validation and Approval Procedures in Regulated Industries
In aerospace, medical, or automotive, adhesive bonds often require formal validation. This means material traceability, batch testing, and documented setup. Bonded prototypes are often destructively tested to validate process reliability. For high-compliance fields, always involve quality and engineering early in the adhesive decision.
Common Pitfalls and Bond Failures—And How to Avoid Them
Typical root causes of failure include:
- Inadequate surface prep (most common!)
- Incorrect adhesive (wrong flexibility, poor chemical resistance, slow or incomplete cure)
- Thickness not controlled—too thick/too thin
- Poor joint design (peel/shear mismatch)
- Skipping validation cycles or sample testing
Avoid these errors with consistent process controls and a test-first mindset.
Process Optimization—Continuous Improvement for Bond Durability
Treat adhesive bonding as a dynamic process, always open to review and improvement. Monitor failure data, field returns, and customer feedback. Small changes to surface prep or bond line geometry can yield substantial life extension in assemblies.
How to Bond Plastic to Metal: Surface Preparation, Design Tips, and Adhesive Options
Baking success into your plastic-to-metal bonding process requires a holistic approach: match your pretreatment to the substrate, choose an adhesive validated by lab and field testing, and design joints that support rather than fight the bond. Above all, document your learnings and update your process as new adhesives and methods emerge.
Conclusion: Practical Takeaways for Reliable Plastics-to-Metal Bonds

Successfully bonding plastic to metal is a science—but it’s got an art to it, too. Prioritize careful surface preparation, validate with lab testing, and design joints for durability, not just assembly speed. Use flexible adhesives when materials are likely to move or flex. Always keep learning; the field evolves as quickly as the materials we assemble. A solid understanding of materials, adhesives, and assembly realities will help engineers reduce risk and build products with greater confidence.
Frequently Asked Questions
What is the best plastic to metal adhesive for industrial use?
Two-part acrylics and flexible epoxies are commonly used, as they offer excellent strength and accommodate thermal expansion mismatch. It’s important to consider the specific plastics and metals involved, as well as the operating environment.
Do I always need to use a primer when bonding plastics to metals?
Not always, but primers are useful for low-energy plastics like PE and PP and in high-humidity or high-stress applications. Check your substrate and test compatibility with and without primer for best results.
How thick should my adhesive bond line be?
Most structural adhesives perform best at 0.1–0.5 mm bond line thickness. Thicker lines can cause weak areas or bubbles; too thin and they can’t flex under stress. Check adhesive technical data for details.
Can epoxy adhesives handle vibration or thermal cycling?
Rigid epoxies struggle with thermal cycling or vibration. Instead, use toughened acrylics or polyurethanes designed to flex with the assembly for best results under dynamic loads.
How do I test if my surface prep is adequate?
The water break test is a simple method: if a drop of water beads up, the surface is likely contaminated. For production, regular destructive testing verifies the entire process chain’s reliability.
Can I bond painted or coated metals to plastics?
Bonding directly to paint is risky as the adhesive may stick to the coating, not the metal. For maximum strength, abrade and clean down to bare metal or use adhesives compatible with the paint layer as specified by the supplier.
Related Reading
- Master the Art of Metal-to-Metal Bonding for Extreme Durability
- Industrial Sealants vs. Adhesives: Make the Right Material Choice
- Prevent Costly Failures: Moisture Protection for Server Motherboards
- Cut Bonding Time and Errors with New Acrylic Technology for Oily Metals
- 21 Automotive Adhesive Best Practices for Smart Assembly