Choosing adhesive dispensing equipment is not just a machine-buying decision. It is a process decision that affects bead quality, cycle time, scrap rate, operator effort, and the long-term stability of your assembly line. The right system should match the adhesive’s viscosity, cure behavior, pot life, filler load, and start-stop behavior, while also fitting your target output and quality requirements. When those factors are aligned, production becomes easier to control and far more repeatable.
For teams comparing adhesive and sealant workflows, our adhesive vs. sealant selection guidance can help clarify whether the material should be dispensed as a bonding adhesive, a sealing compound, or a hybrid formulation. From our manufacturing perspective, that decision often affects pump choice, nozzle design, anti-drip control, and the amount of customization needed. At ZDS Adhesive, we also support OEM and production buyers with sample evaluation, formulation adjustment, and bulk supply planning when the dispensing process must be matched to a specific adhesive chemistry or line speed.
What adhesive dispensing equipment does in industrial production
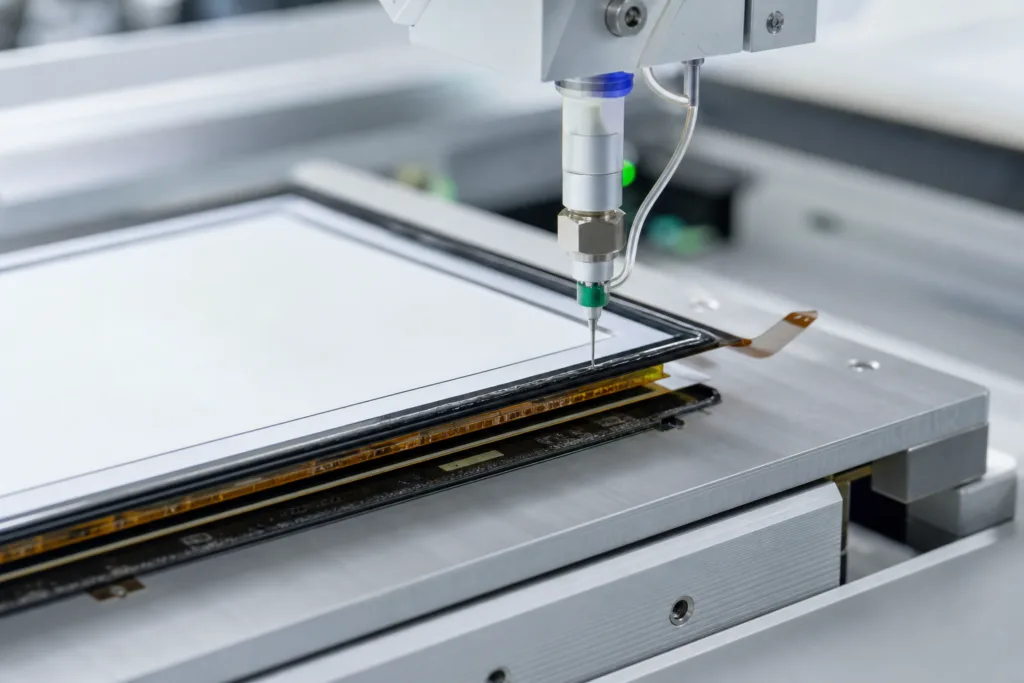
At its core, adhesive dispensing equipment meters a controlled amount of adhesive and delivers it to the right location in the right pattern. In industrial production, that can mean a dot, bead, ring, line, spiral, potting fill, underfill, or multi-point pattern. The equipment may be simple enough for a manual bench operation or complex enough to integrate with robotics, vision systems, and PLC controls on a high-speed line.
Buyers often focus first on purchase price, but the true value of a dispenser comes from process control. A lower-cost unit that cannot handle your adhesive’s viscosity or cure speed can create stringing, overshoot, bubbles, incomplete coverage, or premature clogging. A better-matched system reduces rework and keeps output stable over time.
In many plants, the dispenser sits between adhesive storage and final assembly. That means it affects not only the glue itself, but also downstream performance such as bond strength, waterproofing, electrical insulation, thermal transfer, and assembly cleanliness. This is why equipment selection should always start with the material and the application, not the machine brochure.
| Selection factor | What it affects | Why it matters |
|---|---|---|
| Viscosity range | Flow, pressure demand, pump choice | Too high or too low can cause inconsistent output |
| Shot size control | Material usage and bond consistency | Critical for small parts and high-value assemblies |
| Repeatability | Quality stability over time | Reduces variation between operators and shifts |
| Start-stop response | Bead edges and dot placement | Helps prevent tailing, dripping, and voids |
| Line speed compatibility | Throughput and takt time | Necessary for automation and scalable production |
Match the dispensing method to the adhesive chemistry

One of the most common selection mistakes is treating all adhesives as if they behave the same in equipment. In reality, epoxy, silicone, polyurethane, acrylic, UV-curable systems, and hot melts all create different dispensing demands. If the equipment does not respect those differences, the result is often unstable output, more cleaning, or a shorter service life for wear parts.
For example, a waterborne formulation may require different material-handling logic than a solventborne one. If your process involves drying or evaporation-sensitive steps, our water-based adhesive selection criteria can be a useful starting point. Water-based systems often demand careful control of open time, environmental conditions, and line dwell time so the adhesive does not skin over or lose transferability before placement.
Hot melts create a different set of requirements. Their performance depends heavily on temperature stability, hose insulation, tank control, and the time window in which the adhesive remains workable. Our hot melt processing windows article is relevant if your production depends on rapid set, clean application, and stable thermal control. In hot melt work, even small temperature drift can change viscosity, stringing, and bond formation.
Solvent-based systems also need special attention. If the adhesive loses solvent too quickly in the line, you may see stringing, surface skinning, or variable bead geometry. The article on solvent-based adhesive performance tradeoffs is helpful for teams balancing drying speed, transfer efficiency, and process safety.
For two-part reactive systems, dispensing complexity increases because the machine must manage mix ratio, pot life, and cure progression. Our pot life control in 2-part systems resource is especially useful when you are choosing between static mixing, dynamic mixing, or metering systems. In practice, the “best” equipment is the one that delivers the adhesive before the reaction advances too far for your process window.
Accuracy vs repeatability: why both matter
Accuracy and repeatability are related, but they are not the same. Accuracy means the machine delivers the intended amount or placement. Repeatability means it does that the same way every time. In production, repeatability often matters more than a single perfect shot because stable output lets you build a reliable process window.
A dispenser can be accurate on one sample and still perform poorly if its output drifts from shot to shot. Likewise, a very repeatable system can still be inaccurate if it is consistently under-dispensing or over-dispensing. The best equipment controls both the mean and the variation.
When evaluating adhesive dispensing equipment, ask three practical questions:
- Can it dispense the required volume or bead width within the tolerance your product allows?
- Can it do so across long runs, not just during a short demo?
- Can it keep that performance after routine maintenance, material changeover, or shift changes?
This is where valve design, pressure stability, and motion control become important. Research on precision fluid dispensing valve, repeatability, and accuracy shows that dispensing architecture strongly influences consistency, especially where controlled actuation and stable metering matter. In high-volume assembly, those details are often what separate a dependable line from one that constantly needs adjustment.
Production speed requirements and automation level
Speed is not only about how fast a machine can move. It is about whether the full process cycle fits your line. That includes material loading, purge time, dispense time, repositioning, inspection, and any curing step that follows. A machine may have a fast nozzle response yet still slow the line if it requires frequent manual intervention.
For low-volume or prototype work, a manual or semi-automatic dispenser may be sufficient. For medium-volume production, a programmable bench system often gives a strong balance of control and flexibility. For high-volume operations, especially in electronics, automotive components, LED lighting, and battery assembly, automatic or robotic integration usually becomes more valuable because it reduces operator variation and improves takt-time consistency.
Production speed also depends on adhesive behavior. A fast-curing material may require quicker positioning, more precise metering, and shorter pause times between shots. If the adhesive begins to gel too early, the system may need a heated feed, a shorter hose path, or more precise timing controls. If the adhesive is very fluid, the system may need stronger anti-drip behavior and better start-stop control to prevent mess.
When manual, semi-automatic, or automatic makes sense
- Manual systems fit low-volume work, repair tasks, or applications where operator judgment matters more than speed.
- Semi-automatic systems fit repeat jobs with moderate throughput and a need for better control than hand dispensing.
- Automatic systems fit standardized production where consistent position, volume, and cycle timing matter.
- Robotic cells fit complex paths, multi-axis patterns, and lines that need to scale without adding labor.
For teams designing a new line, the question is not only “Can the machine dispense fast?” but also “Can it maintain quality at that speed all day?” That distinction protects you from choosing equipment that works in a trial but struggles in real production.
Material behavior that changes dispenser selection
Adhesives are not ideal fluids. Many are shear thinning, meaning they flow more easily under force and then recover after the force is removed. Others contain fillers that affect pump wear, nozzle opening size, and clog risk. Pot life and working time also matter because the adhesive may thicken in the reservoir or mixing chamber before the production run is complete.
When evaluating material behavior, we look at:
- Viscosity range: Does the material need low-pressure transfer or a more powerful metering setup?
- Fillers: Are abrasive particles likely to increase wear or block small passages?
- Pot life: Will the material remain workable long enough for the planned batch size?
- Open time: Will the adhesive stay usable before assembly or curing begins?
- Temperature sensitivity: Does viscosity change sharply with heat or ambient conditions?
These factors are especially important in two-part and reactive systems. If the mix begins to cure inside the nozzle or static mixer, you can lose precision very quickly. In those cases, the process may benefit from smaller batch sizes, shorter hose runs, improved cooling or heating control, or a different mix architecture altogether. For buyers evaluating line safety and process control, OSHA’s overview of chemical reactivity hazards in adhesive processing is a useful reminder that curing chemistry and dispensing hardware must be designed together, especially for reactive epoxy and polyurethane systems.
Nozzle, pump, valve, and pressure control options
Not every dispensing challenge is solved by the same hardware. The right setup depends on whether your process needs high-volume transfer, micro-dots, wide beads, potting, or precise stop-start behavior. Pumps, valves, and pressure regulators each solve a different part of the problem.
Pump-based systems are useful when material needs to be moved consistently from a reservoir to the point of use. Time-pressure systems can be simpler, but they may be less stable if the adhesive is sensitive to ambient changes or if precise shot control is required. Positive displacement systems often perform better when exact volume matters, especially at higher repeatability targets.
Valve selection also matters. A valve with poor shutoff can leave tails or drips that contaminate the part, especially on vertical or overhead surfaces. A good valve should close cleanly, recover quickly, and remain stable after many cycles. In automated applications, fluidic pressure stability is particularly important because pressure fluctuations can change droplet size and line consistency. NIST’s work on fluidic pressure control and droplet repeatability shows why consistent ejection conditions matter for reproducible dispensing performance.
Nozzle choice should also reflect the adhesive and the part geometry. A small nozzle may improve placement precision, but it can raise backpressure and clog risk. A larger nozzle may reduce restriction, but it can make fine bead control harder. The best choice is usually a balance between flow stability, part access, and the visual or structural quality required on the assembly.

How to test equipment with real samples before purchase
A live sample trial is one of the most useful steps in procurement. Catalogue specifications are helpful, but they rarely reveal how the system will behave with your actual adhesive, substrate, bead shape, or line speed. We recommend testing with the same material lot, substrate surfaces, and environmental conditions you expect in production whenever possible.
During testing, evaluate more than the first shot. Look at output after warm-up, after repeated cycles, after pauses, and after a short production run. Check whether the bead shape changes, whether the nozzle drips, whether the system strings, and whether the dispense path stays consistent.
Useful trial checks include:
- shot size consistency over repeated cycles
- bead width and edge definition
- start-stop response and tailing
- drip control after the valve closes
- bubble formation in potting or fill applications
- change in output after a pause or restart
If your process uses thermally sensitive adhesives or heat-managed assemblies, this is also a good time to confirm how the dispensing setup fits the thermal behavior of the product. Buyers working on electronics, LED modules, power devices, or battery assemblies often begin with a heat-management review, and our homepage at ZDS Adhesive provides a useful entry point for that broader manufacturing conversation. In those projects, the dispenser is not just placing glue; it is supporting long-term thermal and mechanical stability.
Hidden cost factors beyond the machine price
Purchase price is only one part of the cost equation. The real operating cost of adhesive dispensing equipment includes consumables, calibration needs, wear parts, cleaning time, training, downtime, spare inventory, and service response. A cheaper machine that needs frequent adjustment may become more expensive than a more robust system with better stability.
Common hidden cost drivers include:
- Consumables: nozzles, needles, mixers, seals, filters, hoses
- Cleaning effort: how much labor is needed during changeover or end-of-shift cleanup
- Wear parts: components exposed to abrasive fillers or reactive chemistry
- Training: how long it takes operators to learn startup, calibration, and troubleshooting
- Service and spare parts: how quickly downtime can be recovered
For reactive adhesives, hidden cost can also come from material waste. If the pot life is shorter than expected or the dispensing path is not matched to the system, mixed adhesive may cure in the chamber, forcing purge and replacement. That is why process fit is often more important than low capital cost.
Supplier evaluation checklist for dispensing system buyers
When comparing suppliers, look beyond the machine demonstration. The most useful supplier is the one that understands the relationship between adhesive chemistry, production layout, and quality requirements. From a manufacturing perspective, the supplier should be able to discuss not only hardware specs, but also how the system will behave with your real material.
Ask the following questions:
- What adhesive viscosity range is the equipment designed to handle?
- How does the system control shot size, pressure, and stop-start accuracy?
- Which wear parts are expected to need replacement first?
- How is cleaning handled for curing or filled adhesives?
- Can the system integrate with conveyors, vision inspection, robotics, or PLC control?
- What sample test support is available before final purchase?
- How are calibration, training, and after-sales service managed?
Good supplier communication matters because small process details can create large production differences. If a supplier cannot explain how the system handles viscosity shifts, filler abrasion, or mixed-material pot life, they may not be the right fit for a line that depends on consistent output.
Common mistakes that lead to waste, clogging, or poor bonding
Many dispensing problems are not caused by the equipment alone. They come from a mismatch between material, substrate, and process. A dispenser that is technically capable can still fail if the adhesive is not appropriate for the application or if the line is not configured around its behavior.
Common mistakes include choosing a machine before defining the bead requirement, ignoring substrate surface energy, underestimating the effect of filler content, and skipping real sample testing. Another frequent issue is selecting a dispenser that can meter the adhesive but cannot recover cleanly after each shot. That often creates tails, drips, or inconsistent bead ends.
It is also easy to overlook cure speed. A fast-curing adhesive may require a different nozzle path, a shorter delay before assembly, or a different line speed than a slower system. If the process ignores those factors, you may see incomplete wetting, weak bonds, or cosmetic defects even if the dispense volume looks correct.
Finally, buyers sometimes underestimate maintenance. A system that needs constant cleaning can quietly reduce throughput and increase labor costs. Good equipment should help simplify production, not create a new bottleneck.
How to choose the right adhesive dispensing system for your application
A practical decision framework starts with five questions: what adhesive are you dispensing, what volume or pattern do you need, how fast must the line run, what level of automation is required, and what quality risks must be controlled?
If the job is small-volume, low-speed, and flexible, a simpler system may be enough. If the job uses reactive, filled, or moisture-sensitive chemistry, you need tighter control over metering, start-stop response, and cleaning. If the job involves electronics, battery packs, or thermal assemblies, you may also need precise placement, insulation compatibility, and integration with inspection or robotics.
In our view, the best adhesive dispensing equipment is the one that makes your production more stable, not just faster. That means it should protect process repeatability, reduce operator dependence, and keep the adhesive performing as intended from the first unit to the last.
For buyers planning custom development, it is often useful to align the dispensing equipment selection with the adhesive formulation itself. At ZDS Adhesive, that may include adjusting viscosity, pot life, cure speed, or packaging format so the material is easier to dispense consistently in the customer’s real production environment.
Conclusion

Choosing adhesive dispensing equipment is really about matching material behavior, process speed, and quality requirements to the right control strategy. Once you define the adhesive chemistry, substrate conditions, target throughput, and acceptable variation, the decision becomes much clearer. The best machine is not necessarily the most complex one; it is the one that gives you accurate, fast, and repeatable production with manageable operating cost.
If your team is comparing systems, start with sample tests, evaluate real material behavior, and look beyond the purchase price. That approach reduces risk and helps you build a dispensing process that remains stable in daily production.
FAQs
What should I check first when selecting adhesive dispensing equipment?
Start with the adhesive itself: viscosity, cure behavior, pot life, filler content, and whether it is one-part or two-part. Then define the bead size, placement accuracy, production speed, and integration needs. Equipment should be selected around the material and process, not the other way around.
How do I know whether I need manual, semi-automatic, or automatic dispensing?
Manual systems are usually enough for low-volume, repair, or highly variable work. Semi-automatic systems fit repeat jobs with moderate throughput. Automatic or robotic systems are better when the line needs consistent cycle time, tighter placement control, or reduced operator dependence.
Why does repeatability matter more than a single accurate shot?
Because production depends on consistency over time. A dispenser that makes one perfect dot but drifts later will still create scrap and quality variation. Repeatability helps keep bond performance, bead shape, and material usage stable across the full run.
How can I test a dispenser before buying it?
Use your real adhesive, real substrate, and realistic cycle timing. Check start-stop behavior, bead uniformity, drip control, and performance after repeated cycles and pauses. A good sample trial should reveal how the system behaves in production conditions, not just in a short demo.
When should I ask for a custom dispensing setup?
Customization makes sense when standard equipment cannot handle your viscosity range, pot life, cure speed, line speed, or integration needs. It is also worth discussing custom options when you need a specific nozzle path, anti-drip behavior, heated material handling, or special packaging support.
What hidden costs should buyers watch for?
Look at consumables, cleaning time, calibration, wear parts, operator training, service response, and downtime risk. A machine with a lower purchase price can still cost more over time if it requires frequent adjustment or wastes adhesive during startup, changeover, or cleaning.