Epoxy systems are one of the most widely used families in industrial assembly because they can be formulated to bond, fill, insulate, protect, or structurally reinforce a part depending on the job. When buyers search for epoxy adhesive resin, they are often trying to understand more than “what sticks to what.” They need to know how the chemistry works, what cure style fits the line speed, how much brittleness or flexibility to expect, and whether a given product is suited for metal bonding, electronics, composite repair, or general manufacturing.
For projects that require stronger joints, controlled cure behavior, or a specific balance of viscosity and toughness, our industrial epoxy bonding solutions page is a useful companion read. At ZDS Adhesive, we use this kind of application analysis to support formula selection, sample evaluation, packaging planning, and bulk production consistency for OEM and industrial buyers who need an epoxy system matched to their process rather than a generic catalog product.
In this guide, we break down epoxy resin adhesives in plain technical language: what they are, how the resin and hardener create a crosslinked network, how different product types behave in production, and where epoxy is a strong choice versus where another adhesive family may be better. The goal is to give engineers, sourcing teams, and production managers a practical foundation for evaluating epoxy options with more confidence.
What Epoxy Resin Adhesives Are and Why Industry Uses Them
Epoxy adhesives are thermosetting systems built from an epoxy resin and a curing agent, sometimes called a hardener. Before cure, they may be liquid, paste-like, or semi-solid depending on the formulation. After cure, they become a crosslinked solid network with strong adhesion and good resistance to heat, moisture, and many chemicals. That cured network is the main reason epoxy adhesive resin is used so widely in industrial settings: the bond is not just a surface tack, but a durable thermoset structure designed to carry load and survive service conditions.
In practical manufacturing terms, epoxy is popular because it can be tailored across a wide range of viscosities, cure speeds, hardness levels, and performance targets. The same chemistry platform can be adapted for thin bonding films, gap filling, potting compounds, structural adhesives, or repair pastes. That flexibility is valuable for procurement teams as well, because one chemistry family can sometimes cover multiple applications when the formulation is properly tuned.
Epoxy also tends to work well on rigid substrates such as metals, ceramics, glass, stone, and many composites. With the right surface preparation, some formulations also bond plastics and painted surfaces. The final selection depends less on the word “epoxy” and more on the specific balance of cure speed, toughness, flexibility, and environmental resistance built into the product.
Epoxy Adhesive Chemistry Explained

At the chemistry level, epoxy resin contains reactive epoxy groups. When the resin is mixed with an appropriate hardener, those groups react and form a three-dimensional crosslinked network. This network is what transforms the material from a workable liquid or paste into a solid thermoset adhesive. The curing process changes nearly every property that buyers care about: hardness increases, flow decreases, chemical resistance improves, and the part becomes more dimensionally stable.
We often explain epoxy design this way: the resin provides the backbone, while the hardener determines how the network develops. Different hardener families can influence pot life, room-temperature cure, heat resistance, flexibility, and final strength. Some systems cure quickly at ambient conditions; others need heat to achieve full performance; still others are modified to reduce brittleness, improve impact resistance, or increase electrical insulation.
For a more technical overview of how thermoset resins are crosslinked into finished materials, OSHA’s discussion of how epoxy adhesives cure into thermosets is a helpful reference. That thermoset behavior is essential to understanding why epoxy changes so dramatically during cure and why the uncured components need careful handling before they become a stable end-use material.
From a manufacturing perspective, the big takeaway is that epoxy is not a single material. It is a formulation platform. Additives, fillers, tougheners, diluents, pigments, and thermal or electrical modifiers can all shift performance. That is why two epoxy products may share the same name on a spec sheet but behave very differently in production.
How Epoxy Curing Works
Cure behavior is one of the first things buyers should understand. Epoxy adhesives are commonly supplied as one-component or two-component systems. In a two-component epoxy, the resin and hardener are stored separately and mixed shortly before use. Once mixed, the chemical reaction begins. The clock starts at that point, so pot life and working time become critical process variables.
Pot life is the amount of time the mixed adhesive remains usable in the container. Working time is the window during which the adhesive can still be applied and assembled effectively. Fixture time is the point at which the part has enough handling strength to move or process further. Full cure may take much longer than fixture time, and many systems continue developing performance after the part appears “dry.”
Mix ratio matters because the reactive groups must be balanced. If the ratio is off, the network may remain undercured, overly brittle, sticky, or unstable under heat and humidity. In production, that means dispensing accuracy, mixing quality, and operator control are not minor details; they are directly tied to final bond quality.
Some systems use room-temperature cure for convenience. Others are heat-cure epoxies designed for faster line throughput or higher final performance after post-cure. Post-curing can improve heat resistance, solvent resistance, and dimensional stability in certain formulations, but it must be matched to the substrate and process window. Excessive heat can distort plastic parts, affect assemblies, or create residual stress.
When we evaluate a process, we look at the complete cure chain: ambient temperature, assembly time, clamp pressure, part mass, section thickness, and whether the joint needs immediate handling or can remain undisturbed through a longer cure cycle. Those practical variables often matter more than a headline strength value.
Main Product Types of Epoxy Adhesive Resin
Different epoxy systems are designed for different manufacturing realities. Choosing the right type starts with understanding the production environment, not just the substrate.
| Epoxy Type | Typical Strengths | Common Trade-Offs | Best-Fit Uses |
|---|---|---|---|
| One-component epoxy | Convenient handling, stable storage, controlled dispense | Often requires heat to cure | Assembly lines, electronics, pre-applied bonding |
| Two-component epoxy | Broad formulation flexibility, strong bonding, room-temp options | Mixing accuracy required | Structural bonding, repair, potting, custom use |
| Room-temperature cure epoxy | Low equipment burden, simple processing | May cure slower and reach lower peak heat resistance than heat-cure systems | Field repair, general assembly, low-capex processes |
| Heat-cure epoxy | Fast processing, strong final network, good production consistency | Needs oven or thermal step | Automotive, electronics, industrial manufacturing |
| Modified epoxy systems | Toughness, flexibility, thermal or electrical tailoring | Higher complexity, more custom development | Vibration-prone, thermal, or specialty applications |
One-component epoxies are attractive when a customer wants simplified dispensing and storage, especially on automated lines. Two-component systems are more flexible and often easier to customize because formulation adjustments can be made by changing the resin, hardener, filler package, or toughening agents. Modified epoxies are common when standard brittle behavior is not acceptable, such as in vibration-prone joints or assemblies exposed to thermal cycling.
In broader market language, you may also hear terms like epoxy cement glue, structural epoxy, or synthetic resin adhesive. These terms are not always used consistently. “Epoxy cement glue” often refers to a thick paste used for filling and repair. “Structural epoxy” usually indicates a formulation intended for load-bearing bonds. “Synthetic resin adhesive” is a broader industrial term that may describe epoxy, polyurethane, acrylic, or other resin-based systems depending on the seller. Buyers should always look at the actual TDS rather than relying on the product name alone.
For a broader product-formulation perspective, technical overviews such as AZoM’s epoxy adhesive formulation and performance overview can be useful when comparing how resin, hardener, fillers, and modifiers influence cure and final properties.
Key Performance Properties Buyers Should Evaluate
Epoxy performance is usually discussed in terms of bond strength, shear resistance, peel resistance, hardness, temperature resistance, chemical resistance, and shrinkage. But the most useful evaluation is always application-specific. A very hard epoxy may look impressive on paper, yet crack in a dynamic assembly. A highly flexible system may survive vibration but not deliver the stiffness needed for a structural joint.
Bond strength is only one part of the story. Adhesion depends on surface chemistry, contamination, roughness, and cure quality. A well-formulated epoxy can still fail if the substrate is oily, oxidized, too smooth, or mismatched to the adhesive’s surface energy requirements. That is why sample testing on real parts is more useful than generic claims.
Heat resistance is another area where buyers need to read carefully. A product may tolerate short-term exposure to elevated temperatures without immediate failure, but long-term service at temperature is different. Continuous exposure can soften some systems, embrittle others, or accelerate aging. For thermal-management projects, it is useful to compare the epoxy’s intended service window with the real operating temperature of the assembly rather than a theoretical maximum.
For engineers focused on heat transfer applications, our thermal epoxy selection guide can help frame the trade-off between adhesion, thermal path, and processability. In thermal systems, filler loading and viscosity can strongly affect both application and final performance.
Hardness, flexibility, and shrinkage also matter. A hard adhesive can provide rigidity and dimensional stability, but too much hardness may increase brittle fracture risk under impact or vibration. A more flexible epoxy can absorb movement, but it may reduce stiffness or load transfer. Shrinkage is important in precision assemblies because excessive shrinkage can stress joints, distort parts, or create voids around sensitive components.
Where Epoxy Adhesives Excel in Industrial Use
Epoxy resin adhesives are commonly chosen for metal, composite, ceramic, stone, and glass bonding because they can provide strong adhesion and good environmental resistance when the surface is prepared correctly. They are also widely used in industrial repair, potting, encapsulation, and reinforcement. In each of these uses, the reason epoxy is selected is not just “strength” but the combination of strength plus stability.
Metal bonding is a classic epoxy application because the adhesive can distribute stress across the joint instead of concentrating it at a few points like mechanical fasteners sometimes do. Composite structures also benefit from epoxy because the material can help transfer load without excessive creep under service conditions. In ceramics and stone, epoxy can fill micro-gaps and create a durable bond where other adhesives may struggle with surface irregularity.
For part-to-part joining where load transfer is critical, we often compare epoxy candidates against high-strength structural epoxy bonds requirements such as lap shear demand, gap size, assembly tolerance, and cure speed. That is usually where the real formulation decision gets made.
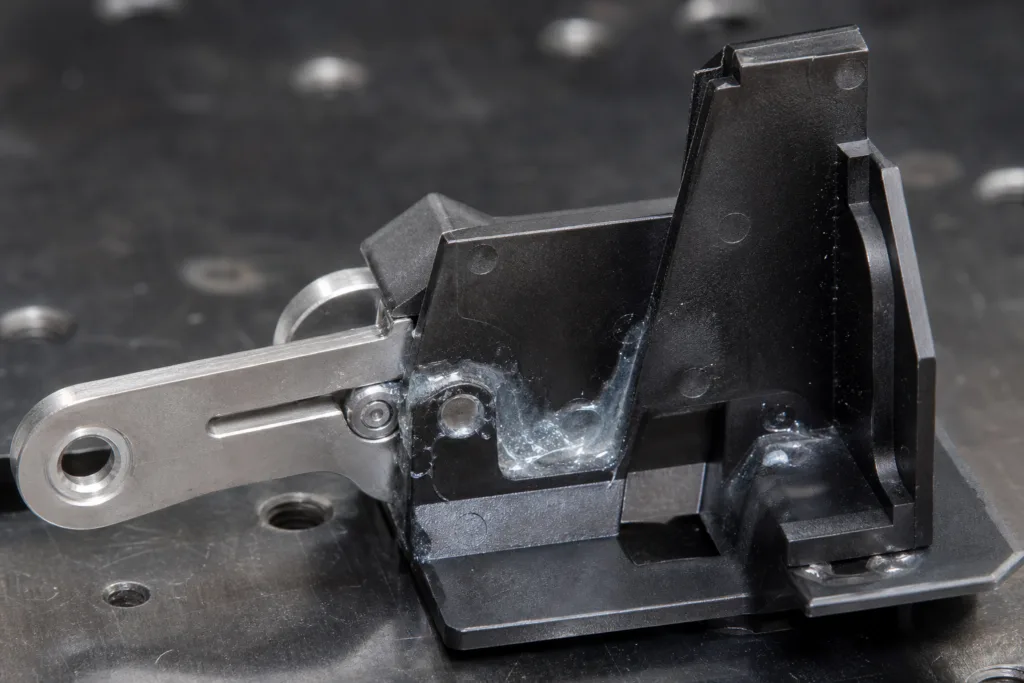
Epoxy is also common in general industrial repair because it can be supplied as a paste that stays where it is applied. That makes it useful for filling chips, rebuilding worn areas, sealing irregular surfaces, and bonding dissimilar materials after proper surface preparation. In production repair scenarios, the ability to hold shape during cure is often just as valuable as ultimate strength.
Industrial Use Cases by Sector
In automotive and transportation, epoxies are used for structural assembly, component retention, vibration resistance, and repair of rigid parts. The exact formulation depends on whether the joint must remain rigid, absorb shock, or withstand heat cycling. Production teams often need balance between assembly speed and final durability.
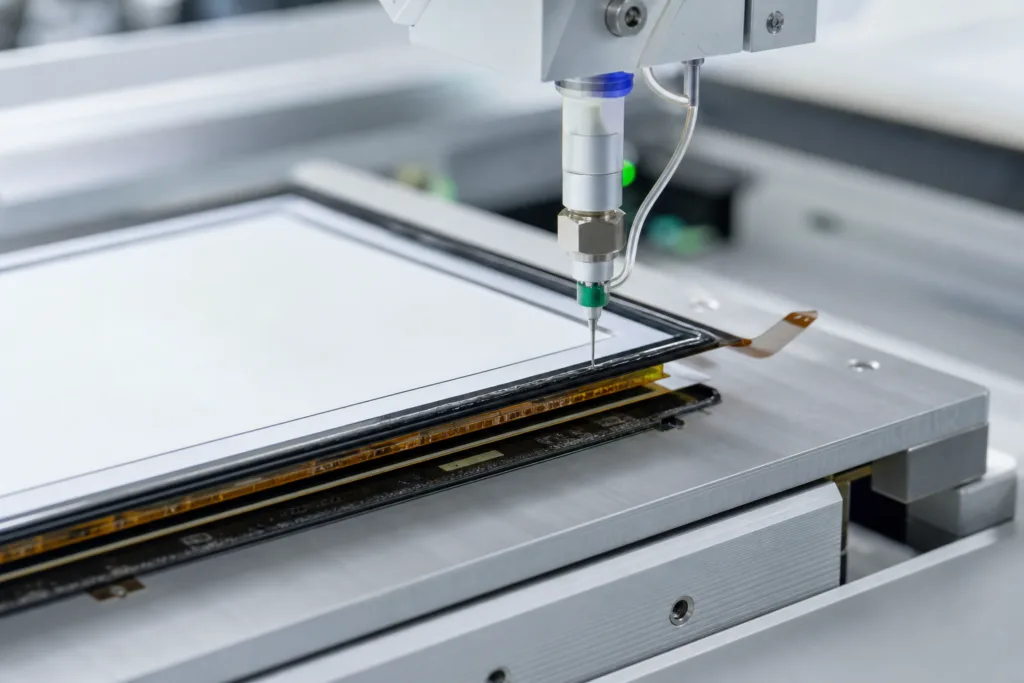
In electronics, epoxy may be used for bonding, potting, encapsulation, and protection of sensitive assemblies. The adhesive might need electrical insulation, moisture resistance, or thermal management. For component-level thermal bonding, the requirements can be very different from a body-panel or frame joint. In some electronics projects, the adhesive is not just a bond line but part of the thermal and environmental protection strategy.
For PCB assemblies that operate in moisture-prone environments, our PCB moisture protection strategies article helps illustrate how epoxy-related protection choices fit into a broader reliability plan. That is especially relevant when the adhesive must coexist with coating, potting, or sealing layers.

In appliance manufacturing, epoxies are used where heat, cleaning chemicals, or long service life matter. In construction and building materials, epoxy systems may be selected for stone, anchors, fixtures, crack repair, or industrial flooring-related applications. In machinery and general assembly, they are often chosen for fastening components that must remain stable under vibration, load, or intermittent heat.
Application and Processing Factors That Change Results
The best epoxy on paper can still perform poorly if application conditions are not controlled. Surface preparation is usually the first variable. Oil, release agent, dust, oxidation, and moisture can all weaken adhesion. In some cases, abrasion or cleaning is enough; in others, a more controlled pretreatment is needed. The appropriate method depends on the substrate and the service requirement.
Viscosity affects whether the adhesive can wet the surface, fill gaps, or stay on a vertical joint without slumping. Low-viscosity products flow better and can penetrate tight spaces, but they may also run off a surface if the part geometry is not controlled. Higher-viscosity pastes are better for gap filling and vertical bonding, though they may require more force or specialized dispensing.
Open time and clamp time should match the assembly rhythm. If the open time is too short, operators may feel rushed and create incomplete joints. If it is too long, production throughput may suffer. Cure conditions also matter. Some epoxies need room-temperature hold time, while others require heat to reach practical handling strength. For custom lines, we often recommend testing the adhesive under the real production sequence, not a simplified bench setup.
At ZDS Adhesive, we look closely at how the product will be dispensed, whether through cartridge, meter-mix, syringe, or automated equipment. Dispensing method influences formulation choice because even a strong epoxy can be difficult to use if its viscosity, thixotropy, or gel behavior does not fit the line.
Common Limitations and Failure Risks
Although epoxy is versatile, it is not automatically the right choice for every joint. A common risk is substrate mismatch. Some plastics have low surface energy or contain additives that reduce adhesion. In those cases, a primer, surface treatment, or different adhesive family may be necessary. Epoxy can also be too rigid for parts that move a lot or experience repeated peel stress.
Another common issue is brittle fracture. High hardness is not always an advantage if the joint sees impact, vibration, or thermal expansion mismatch. Epoxies can handle structural loads well, but some formulations are less suitable where flexibility is more important than stiffness. Moisture sensitivity during cure is also possible in certain systems, especially if the joint is applied in an uncontrolled environment or the mix ratio is inaccurate.
Incomplete cure is one of the most serious production risks. It may come from poor mixing, inaccurate dispensing, low temperature, insufficient time, or contamination. An undercured epoxy may feel tacky, remain soft, or fail early under load. That is why process control is not optional in industrial use.
When evaluating a supplier, ask how the product behaves under your real production conditions, not just under ideal lab conditions. Request sample testing, verify shelf life, and check whether the supplier can explain the cure window, storage requirements, and compatibility concerns clearly.
How to Choose the Right Epoxy System
The selection process becomes much easier when you break it into practical questions. First, what substrates are being bonded? Metal-to-metal, plastic-to-metal, ceramic-to-metal, or composite-to-composite joints may each need a different balance of toughness, flexibility, and surface wetting. Second, what loads will the joint see? Static load, peel, vibration, impact, thermal cycling, and chemical exposure can all change the ideal choice.
Third, what is the production process? A hand-applied repair paste, a low-viscosity dispenser-friendly adhesive, and a heat-cure one-component system solve different manufacturing problems. Fourth, what cure schedule is acceptable? Some plants can support an oven step; others need room-temperature cure. Fifth, what is the target life cycle? A short-term repair decision is not the same as a product designed for years of service.
A useful buyer checklist is shown below:
- Confirm the substrate pair and surface condition
- Define load type: shear, peel, impact, or vibration
- Match cure method to production capacity
- Check viscosity against the chosen application method
- Review service temperature and chemical exposure
- Verify working time, fixture time, and full cure time
- Ask for sample testing on real parts whenever possible
- Confirm storage, packaging, MOQ, and lead time
For buyers comparing adhesive families, it can also help to contrast epoxy with other options such as sealants or hybrid systems. If the project needs both bonding and sealing, the product choice may change significantly. A useful starting point is our adhesive vs. sealant selection guide, especially when joint movement or environmental sealing is part of the spec.
Quality Control, TDS Review, and Testing
When reviewing a technical data sheet, buyers should focus on information that affects process fit and reliability: mix ratio, viscosity, pot life, cure schedule, fixture time, hardness, service temperature, and substrate recommendations. If the TDS is vague or incomplete, it is harder to predict production behavior and harder to compare suppliers fairly.
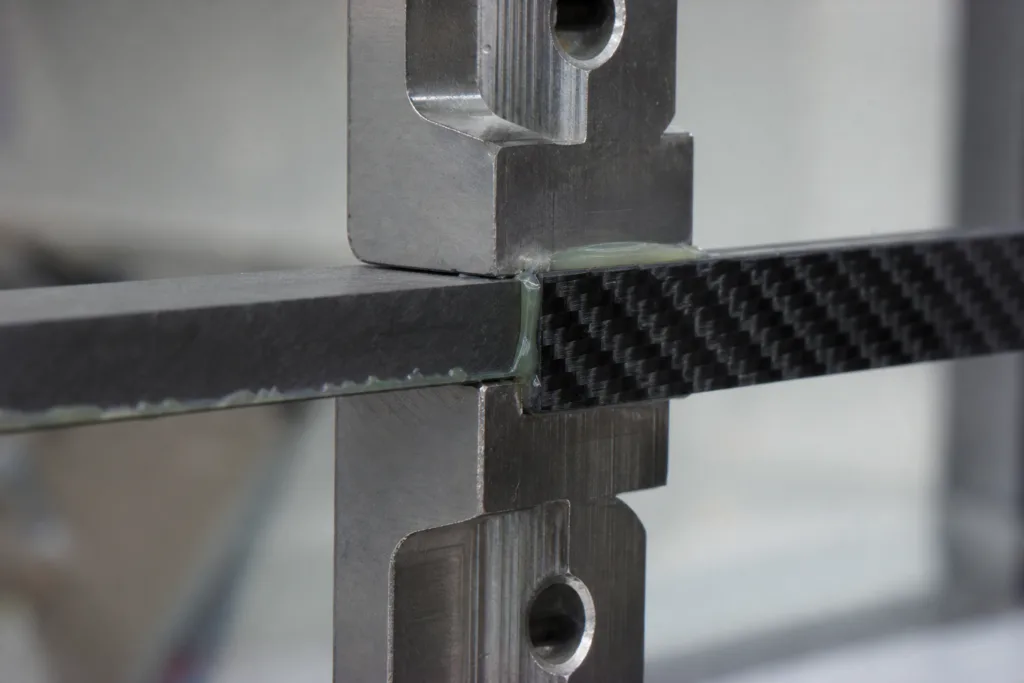
Standardized testing matters because raw performance claims can be misleading without the test method behind them. Peel, shear, and lap performance are all different. Even within one property, results can depend on coupon preparation, substrate type, cure conditions, and test speed. In adhesive evaluation, a standardized method is far more useful than a marketing statement. The broader lesson is that bond strength should be measured and interpreted in a controlled way rather than assumed from a product name.
For example, recognized mechanical tests help establish comparable data for adhesion performance. That is why engineers often ask for methods, not only values. Depending on the application, we may recommend peel, shear, thermal aging, humidity exposure, or vibration-related checks before production approval.
Batch consistency is another important quality topic. Even if a sample performs well, bulk production must remain stable across lots. Procurement teams should ask about incoming raw material control, in-process inspection, finished product release criteria, and how the supplier handles viscosity drift or cure variation. A good manufacturing partner should be able to discuss these topics clearly.
Why Standard Test Methods Matter
Bond strength is not a single universal number. A joint may perform well in shear but poorly in peel, or vice versa. That is why standardized evaluation is important for comparing products on equal terms. If a supplier gives a strength claim without explaining the test conditions, the number may not tell you much about your actual application. Practical testing should reflect the real substrate, real joint geometry, and real cure window as closely as possible.
At ZDS Adhesive, we encourage buyers to treat sample validation as part of product selection, not an afterthought. The best way to reduce risk is to connect the TDS, the test method, and the actual assembly conditions before large-scale purchase.
When Custom Epoxy Formulation Makes Sense
Custom formulation becomes valuable when the standard market product does not fit the full requirement set. Common reasons include unusual substrates, a specific cure window, a need for higher toughness, a lower odor profile, improved thermal conductivity, better electrical insulation, or packaging that suits an automated dispensing line. In OEM and private label projects, customization can also help align the adhesive with the brand’s assembly process and end-user expectations.
From our formulation and production perspective, custom work is most efficient when the buyer can provide clear target data: substrate list, service environment, viscosity target, cure speed, required packaging, annual volume, and any regulatory or handling constraints. The more concrete the brief, the faster we can narrow the candidate formulation. If the request is still exploratory, we may propose a sample set with a few different cure profiles or filler levels so the customer can compare behavior directly.
Packaging and MOQ should be discussed early. A lab-friendly sample size is not the same as a production pack, and a pilot order is not the same as long-term supply planning. Consistency matters more than hype, especially for buyers building a recurring assembly process.
In many industrial programs, the best outcome is not the “strongest” epoxy in a general sense, but the system that gives repeatable performance with the lowest total process risk. That is the point where formulation, application, and manufacturing planning all meet.
Practical Takeaway for Engineers and Buyers
Epoxy resin adhesives are powerful because they are adaptable. The same chemistry family can be tuned for structural bonding, repair, potting, insulation, thermal management, or general assembly, but only if the formulation matches the real application. The most important choices are not made at the headline level of “epoxy” versus “not epoxy.” They are made by comparing substrate compatibility, cure method, working time, environmental resistance, and production process fit.
For buyers, the smartest approach is to start with the job: what is being bonded, how it will be processed, and what the assembly must survive in service. Then evaluate samples under realistic conditions, review the TDS carefully, and confirm that the supplier can support scale-up without changing the product behavior unexpectedly. That is the difference between a material that merely sticks and an adhesive system that reliably supports production.
For applications where rigid structural performance matters, or where a balance of strength and process control is required, epoxy adhesive resin remains one of the most useful industrial options. The key is choosing the right version of it for the job.
FAQs
What is epoxy adhesive resin used for?
Epoxy adhesive resin is used for bonding, structural assembly, repair, potting, encapsulation, and protection in industrial products. It is especially common for metal, ceramic, composite, glass, and rigid plastic applications where strong adhesion and environmental resistance are important.
How long does epoxy adhesive resin take to cure?
Cure time depends on the system design, temperature, mix ratio, and part size. Some formulations reach handling strength quickly, while others need several hours or a heat cycle to achieve full cure. Always separate fixture time from full cure time when planning production.
Is epoxy adhesive resin stronger than other adhesives?
It can be very strong, especially in structural and load-bearing applications, but “stronger” depends on the stress type and substrate pair. Epoxy often performs well in shear and static load, while other adhesive families may be better for flexibility, peel resistance, or sealing.
Can epoxy adhesive resin bond plastic?
Yes, but plastic bonding depends heavily on the specific polymer, surface energy, and processing conditions. Some plastics bond well after cleaning or surface treatment, while low-energy plastics may need a different formulation, primer, or an alternative adhesive family.
What should I check before buying epoxy adhesive resin in bulk?
Check mix ratio, viscosity, pot life, cure schedule, shelf life, packaging format, substrate compatibility, and batch consistency. It is also wise to validate samples on real parts before approving bulk supply, especially if the joint is load-bearing or exposed to heat or moisture.
When should I ask for a custom epoxy formulation?
Ask for a custom formulation when the standard market product does not meet your substrate, cure speed, thermal, electrical, or packaging requirements. Custom development is also useful when you need OEM support, private label supply, or a formulation tuned to a specific production process.