A polyurethane based adhesive is often chosen when a bond needs to do more than simply hold two parts together. In many industrial assemblies, the adhesive must absorb vibration, tolerate movement between different materials, and keep performing after moisture, thermal cycling, or impact. That is where PU chemistry can offer a practical balance of toughness, flexibility, and processing freedom that buyers and engineers often look for when epoxy, silicone, or hot melt systems do not fit the full requirement.
If your project involves mixed materials, flexible joints, or a requirement for moisture-curing behavior, our polyurethane moisture-curing behavior guide is a useful starting point. From a manufacturing perspective, we often support teams that need to match cure speed, viscosity, bond flexibility, and environmental resistance in one formulation, including sample testing, OEM development, and bulk production planning.
What a Polyurethane Based Adhesive Is and How PU Bond Lines Work
Polyurethane adhesives are based on chemistry that forms a tough but flexible polymer network after curing. In simple terms, the cured bond line tends to behave more like an engineered elastic layer than a rigid glass-like layer. That difference matters because many assemblies fail not only from static load, but from repeated movement, vibration, thermal expansion mismatch, and small shocks over time.
A polyurethane based adhesive can be supplied as one-component or two-component systems. One-component PU products usually cure with ambient moisture, while two-component systems cure by chemical reaction between resin and hardener. The right choice depends on production pace, substrate porosity, joint geometry, and how much control the line can maintain over pot life and fixture time. In our formulation work, we treat cure behavior as a process decision, not just a chemistry decision.
For buyers comparing systems, the most useful question is not simply “Is PU strong?” but “What kind of movement, stress, and environment will the bond see after it leaves the line?” PU is often selected because its bond line can keep its integrity when parts flex, expand, contract, or see repeated shock.
Key Performance Traits That Make PU Adhesives Practical

Polyurethane systems are valued for a combination of properties rather than one single headline number. That combination is why they are common in assemblies that must survive real-world use instead of only laboratory load testing. The following traits usually matter most in selection.
- Toughness: PU bond lines can resist cracking when parts are struck or loaded unevenly.
- Elasticity: The cured adhesive can accommodate movement between substrates without becoming too brittle.
- Impact resistance: PU often handles shock better than very rigid systems in dynamic assemblies.
- Fatigue resistance: Repeated stress cycles may be absorbed more effectively when the joint is not overly hard.
- Gap tolerance: Some PU formulations can bridge small gaps better than thin, highly rigid alternatives.
These traits do not mean PU is always the strongest option in every category. Instead, they mean the adhesive is often better when the joint has to survive service movement, not just initial bonding. For that reason, performance discussions should always include substrate type, bond-line thickness, expected flex, and environmental exposure.
How Flexibility Changes Failure Mode
Rigid systems can transfer load efficiently, but they may fail suddenly when the assembly moves beyond their comfort zone. PU adhesives often fail more gradually, which can be helpful in applications where the designer wants the adhesive to absorb stress rather than pass it into the substrate. That is one reason PU is frequently considered in vibration-prone equipment, transport components, and mixed-material assemblies.
For flexible assemblies, peel performance is often a key concern, and standardized methods such as ISO 11339 T-peel testing help teams compare bonded joints in a way that mirrors real service conditions. From our perspective, peel data is especially useful when buyers are trying to predict whether a bond will hold under repeated flexing instead of only resisting direct shear.
Where Polyurethane Adhesives Perform Best
PU systems tend to perform best when the application involves movement, mixed substrates, or exposure to moisture and outdoor conditions. They are used in many sectors because they can bridge the gap between highly rigid structural adhesives and highly elastic sealants.
| Application Need | Why PU Often Fits | What Buyers Should Check |
|---|---|---|
| Mixed-material bonding | Handles different thermal expansion rates and flexibility demands | Surface energy, primer need, and substrate cleanliness |
| Vibration-prone parts | Absorbs shock and movement better than brittle systems | Elongation, peel resistance, and fatigue behavior |
| Outdoor or humid service | Many PU systems retain performance after moisture exposure | Water resistance, hydrolysis risk, and cure control |
| Gap-filling joints | Can maintain bond integrity in less precise assembly conditions | Viscosity, sag resistance, and full-cure depth |
| Flexible assemblies | Supports motion without immediate cracking | Bond line thickness and environmental cycling |
Common application sectors include automotive interior and trim assembly, construction panels, appliance assembly, furniture, footwear, electronics potting support, and industrial assembly. In each of these sectors, the reason PU is chosen is usually not just bonding strength, but the ability to preserve bond performance under moving loads and environmental variation.
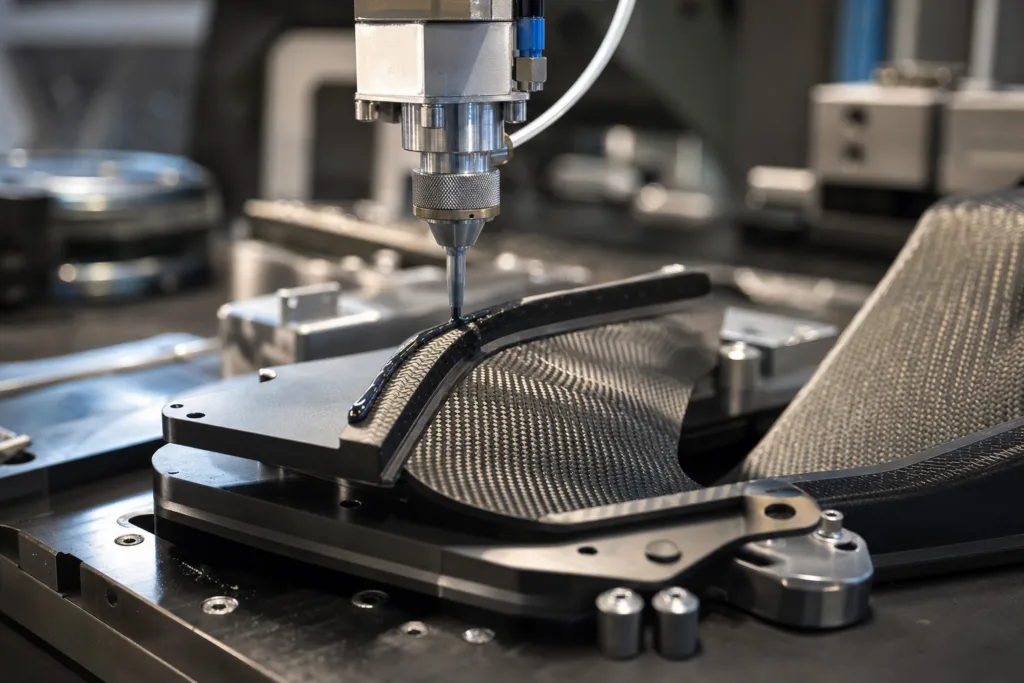
In composite-heavy or lightweight structures, we often see buyers compare PU with structural epoxy. When the assembly needs toughness and a little compliance, PU can be the more forgiving choice. For example, carbon fiber and other composites may benefit from a formulation that combines structural support with some strain relief, which is why teams sometimes ask us about structural PU bonding for composites during early design trials.
Polyurethane Adhesive vs Epoxy, Silicone, and Hot Melt
Comparison is where many sourcing decisions are made. Each adhesive family brings different strengths, and the wrong selection often happens when a team focuses on one property instead of the full service condition.
Polyurethane Adhesive vs Epoxy
Epoxy is usually favored for rigid structural bonding, high compressive strength, and strong resistance to certain chemical environments. PU, however, is often better when the assembly needs flexibility or when parts of different materials expand and move at different rates. In failure mode terms, epoxy may transfer stress directly into the substrate, while PU can dissipate some of that stress through the bond line.
That difference matters in dynamic assemblies, peel-prone joints, and impact-exposed products. If the project is a rigid machine frame or a joint with limited movement, epoxy may be a better fit. If the product sees repeated vibration or compliance demand, PU may perform more reliably over time. For a broader comparison of rigid thermoset systems, our epoxy adhesive performance overview is helpful when teams want to separate strength, stiffness, and cure behavior.
Polyurethane Adhesive vs Silicone
Silicone is usually excellent for sealing, thermal movement, and very high or very low temperature tolerance, but it is not always the best choice for high bond strength on many engineering substrates. PU generally offers stronger bonding performance than silicone in many structural or semi-structural uses, while still keeping useful elasticity. Silicone may win where sealing and extreme thermal stability dominate; PU may win where the bond must both hold and flex.
If the project is closer to a gasket-like sealing job, or if temperature is the main stress, silicone can be the more suitable chemistry. But when the goal is adhesive bonding with mechanical durability, PU usually provides a better balance. We often help buyers compare those trade-offs early, especially when the line between adhesive and sealant is not obvious. For those cases, the article on silicone adhesive types and tradeoffs can clarify where elasticity helps and where bond strength matters more.
Polyurethane Adhesive vs Hot Melt
Hot melt systems are valued for very fast processing, clean handling, and quick production throughput. But they usually have different service limits than PU, especially when heat resistance, long-term durability, or environmental exposure are important. PU often needs more cure time, but it may deliver better durability and higher service confidence after cure. Hot melt can be ideal for high-speed lines and short-duty products; PU often suits products where the bond must survive in use rather than just leave the line quickly.
When buyers are comparing these options, production speed alone should not decide the chemistry. If a part will see heat, humidity, or long-term stress, a slower-cure PU may offer better lifecycle value. For teams evaluating fast line requirements, our discussion of hot melt adhesive processing and applications can help frame the trade-off between processing speed and service durability.
Substrate Compatibility and Surface Conditions
Substrate matching is one of the most important parts of PU selection. A polyurethane based adhesive can bond a wide range of materials, but “can bond” does not mean “will bond well without preparation.” Surface energy, contamination, roughness, moisture level, and coating chemistry all affect the result.
Common substrate groups include metals, plastics, wood, foam, rubber, glass, and composites. PU often shows good versatility across these materials, but practical performance depends on the actual surface. For example, oily metals need cleaning, low-energy plastics may need surface treatment or a primer, and porous materials may require a different viscosity than smooth, non-porous parts. When the project centers on plastics, our adhesive selection for plastic substrates resource is useful because polymer type, surface treatment, and stress level often decide whether PU is the right choice.
Mixed-Material Bonding Needs Careful Design
Mixed-material joints are where PU often shines, but they are also where process mistakes can quietly ruin performance. A plastic-to-metal joint, for example, may need an adhesive that can tolerate thermal expansion mismatch while still holding enough strength for service load. The adhesive should not be selected only by data sheet numbers; it should be selected by how the joint behaves as temperatures change.
In such cases, bonding strategy matters almost as much as chemistry. Joint design, surface preparation, clamp pressure, and cure temperature all influence the final result. We often support teams reviewing plastic-to-metal bonding guidance because this type of assembly often exposes the difference between laboratory bonding and production-ready bonding.
Moisture-Sensitive and Humid-Environment Bonding
One reason PU adhesives are so widely used is that moisture is not always the enemy; in some systems, it is part of the cure mechanism. That makes PU particularly attractive for certain field assembly and ambient-cure conditions. However, moisture control still matters. Too much moisture, trapped moisture, or uncontrolled humidity can lead to bubbles, inconsistent cure, or bond variability.
For 1K moisture-curing systems, ambient water drives the cure reaction. For 2K systems, moisture may still influence processing, but the chemistry is more controlled by the mix ratio and pot life. In both cases, the production team needs to understand the difference between surface dry, handling strength, and full cure. If those stages are confused, the result is often premature handling or early service failure.
Because polyurethane systems may involve isocyanates, users should review SDS and implement appropriate exposure controls, ventilation, and training before large-scale handling. OSHA’s general safety guidance on chemical exposure is a useful reminder that adhesive performance decisions must be paired with practical handling discipline, not just technical data. A good sourcing process should always ask how the product will be mixed, dispensed, stored, ventilated, and controlled on the factory floor.
Cure Control Basics: 1K vs 2K PU Systems
From a manufacturing viewpoint, cure behavior is one of the most decisive factors in PU selection. One-component and two-component systems can both work well, but they behave very differently on the line.
- 1K PU: Simpler handling, often moisture-curing, and useful where ambient conditions support cure.
- 2K PU: Better control over cure speed and final properties, especially for production lines that can meter and mix accurately.
- Pot life: Critical in 2K systems because the usable window affects dispensing, assembly pace, and scrap risk.
- Open time: Determines how long parts can be positioned before the adhesive begins to set.
- Full cure: Important for deciding when the assembly can be shipped, loaded, or exposed to service stress.
We often discuss pot life control for 2-part PU systems with buyers who are scaling from lab samples to production. In small tests, a formula may look easy to apply; in production, a shortened pot life can create inconsistent beads, poor wet-out, or assembly bottlenecks. The right cure profile should match the actual takt time and plant temperature, not just the idealized data sheet condition.
When Fast Cure Helps and When It Hurts
Fast cure can improve throughput, reduce fixture time, and support same-day handling. But faster is not always better. A very fast system can reduce working time, increase waste, and make gap filling harder if the assembly requires alignment. Slower systems may be better for large parts, complex bead paths, or manual assembly steps. The best formulation is the one that fits the line rather than forcing the line to fit the adhesive.
Viscosity, Dispensing, and Production Workflow
Viscosity is a practical issue, not a minor detail. It affects bead shape, surface wetting, gap filling, pumpability, and the risk of sag or slumping. In a vertical joint, a low-viscosity material may run; in a narrow gap, a very thick product may fail to wet the surface properly. The best PU adhesive for one assembly may be the wrong choice for another because of dispensing equipment or part geometry.
Automation readiness also matters. Some production lines need a stable rheology for bead control, while others need a more forgiving manual application window. In either case, the product must arrive with packaging, mixing, and flow behavior aligned to the process. If the line uses static mixing, metering pumps, cartridges, or bulk drums, those details should be part of the sourcing discussion from the beginning.
Why Manufacturers Ask for Sample Trials
Sample trials are where theoretical compatibility becomes real evidence. A data sheet can suggest possible fit, but a trial confirms wet-out, cure speed, bond appearance, and final handling behavior. We encourage buyers to test not only the adhesive itself, but the full process: surface prep, mix ratio, bead size, clamp pressure, and post-cure time. That is usually where hidden problems show up first.
Environmental and Service Considerations
PU adhesives are often selected because they can perform well in environments that include moisture, vibration, and repeated movement. Still, each formulation has limits. Heat aging, chemical exposure, UV exposure, and water immersion can all affect long-term performance differently. A general-purpose PU may be a good starting point, but the final selection should reflect the service environment rather than the brochure description.
For outdoor use, buyers should ask about weathering and water resistance. For industrial environments, they should ask about oils, cleaning agents, and temperature cycling. For electronics or appliance components, they should also consider whether the bond line needs electrical insulation, thermal management, or a specific degree of flexibility. Not every PU is meant for every condition, and that is why formula selection matters as much as the adhesive family itself.
Selecting the Right PU Formulation for the Job
At ZDS Adhesive, we usually frame selection around the actual function of the bond line. Is the adhesive acting mainly as a structural bond, a flexible support layer, a gap filler, or a seal-like joint? The answer affects chemistry, viscosity, filler package, cure speed, hardness, and packaging. A polyurethane based adhesive can be tuned in different directions depending on whether the buyer needs fast handling, durable flexibility, or stronger semi-structural performance.
For engineering teams, the key is to identify the primary failure risk. If the risk is peel, choose a formulation and test setup that rewards flexibility and adhesion. If the risk is shear on a rigid joint, you may need a different formulation or even a different adhesive class. If the risk is production inconsistency, prioritize process window and QC stability. In our adhesive manufacturing and formulation work, this is where custom development often becomes valuable instead of forcing an off-the-shelf compromise.
When to Request Custom Formulation or Sample Testing
Custom formulation is worth discussing when the job has unusual substrate combinations, a narrow cure window, a special color or odor requirement, a packaging need, or an environmental exposure that standard products do not address well. It is also worth discussing when the line needs a specific balance of open time and fixture time that is not commonly available.
Sample testing should verify adhesion, peel resistance, shear performance, impact behavior, aging response, and compatibility with the actual production process. Standardized test methods help here, but the most useful result is the one that reflects the real assembly. A sample that performs well only in a lab coupon but fails in the actual part is not a successful qualification.
From our production and OEM/ODM perspective, we also pay attention to bulk consistency, lot-to-lot repeatability, packaging format, and storage conditions. These are not secondary concerns; they are part of whether the adhesive can be adopted reliably at scale.
Common Failure Risks and How to Avoid Them
The most common failure modes in PU bonding are usually avoidable. Poor surface preparation is at the top of the list, followed by trapped moisture, incorrect mix ratio, and selecting the wrong viscosity for the joint design. Another frequent issue is using a formulation that is technically compatible but operationally inconvenient for the line.
To reduce risk, buyers should check the following before committing to bulk purchase:
- Surface cleanliness and any need for primer or activation
- Expected humidity during application and cure
- Required pot life, open time, and fixture time
- Bond line thickness and gap variation
- Required flexibility, hardness, and impact tolerance
- Heat, water, and chemical exposure during service
- Packaging format and shelf-life planning
These checks help prevent a common sourcing mistake: treating all polyurethane products as interchangeable. They are not. The right PU for furniture foam bonding may be very different from the right PU for composite reinforcement or plastic-to-metal assembly.
Testing and Validation Checklist for Buyers
Testing should confirm that the adhesive works on the real substrates, under the real process conditions, and in the real service environment. A useful qualification plan usually includes both immediate and aged performance.
| Test Area | What It Reveals | Why It Matters |
|---|---|---|
| Adhesion strength | Basic bond formation on the target substrate | Confirms the adhesive actually wets and anchors correctly |
| Peel testing | Resistance to edge lift and flex stress | Useful for compliant or dynamic assemblies |
| Shear testing | Load-bearing capability under sliding force | Important for structural and semi-structural joints |
| Impact testing | Shock tolerance | Useful in transport, tools, and vibration-prone products |
| Aging and cycling | Long-term environmental durability | Predicts field performance better than initial cure alone |
Standardized adhesive test methods are useful because they reduce the influence of guesswork and let buyers compare formulas more fairly. For teams qualifying products across suppliers, that kind of discipline helps prevent expensive sourcing mistakes.
MOQ, Packaging, Storage, and Shelf-Life Planning
Bulk PU sourcing is not only a chemistry decision; it is also a supply-chain decision. MOQ, packaging size, storage temperature, transport conditions, and shelf life can affect the total cost of ownership as much as the unit price. A material that performs well but arrives in the wrong pack size or expires before use can become a poor purchasing choice.
For OEMs and private label buyers, we recommend planning packaging around the line setup from the start. Cartridge, pail, drum, or custom pack formats each have different handling implications. Storage conditions should also be clear so that the product remains within specification when it reaches production. If the adhesive needs special temperature control or a defined usage window after opening, that should be documented early.
How to Work With an Adhesive Manufacturer Effectively
When teams engage an adhesive manufacturer early, they usually get better results than when they start with price and try to fix performance later. The most useful technical brief includes substrate list, joint design, service conditions, target cure time, application method, and required production volume. That information allows formulation, packaging, and QC decisions to be made with much less trial and error.
ZDS Adhesive works from that same logic in our formulation and production support. We help buyers narrow the selection based on real application conditions, then evaluate samples against the process rather than against abstract product expectations. For many industrial projects, that approach reduces development time and avoids mismatches between adhesive behavior and line requirements.
Practical Selection Summary

If you need a quick decision framework, use this one: choose PU when the job needs flexibility, impact resistance, or mixed-material compatibility; consider epoxy when rigidity and high structural stiffness are more important; consider silicone when sealing and temperature movement matter more than bond strength; and consider hot melt when production speed outweighs long-term environmental demand. The best choice depends on how the assembly behaves in service, not just how the adhesive looks in the bottle or cartridge.
A polyurethane based adhesive is often the right answer when the product must stay bonded through movement, moisture, and vibration. It is not the universal answer, but it is one of the most practical answers for buyers who need toughness and compliance in the same bond line.
Frequently Asked Questions
Is polyurethane adhesive waterproof?
Many polyurethane adhesives offer strong water resistance after cure, and some are suitable for humid or outdoor environments. However, waterproof performance depends on the specific formulation, joint design, substrate prep, and full cure. For immersion, splash, or weather exposure, buyers should always verify the product under the real service condition instead of assuming all PU systems behave the same.
Is polyurethane adhesive suitable for plastics?
Yes, polyurethane adhesives can work well on many plastics, but compatibility depends on the exact polymer type, surface energy, and processing method. Low-energy plastics may need treatment, primer, or a different formulation. Before full production, sample testing on the actual plastic grade is essential because some plastics bond easily while others are much more difficult to wet and anchor.
When should PU replace epoxy or silicone?
PU is often the better choice when the assembly needs flexibility, peel resistance, impact absorption, or stress relief between dissimilar materials. Epoxy is usually better when a rigid structural bond is required, while silicone is stronger as a sealant or thermal-movement material. If the product will flex, vibrate, or see mixed expansion rates, PU may outperform a more rigid adhesive in long-term durability.
Should I choose 1K or 2K polyurethane systems?
Choose 1K systems when ambient moisture cure fits the process and simplicity is important. Choose 2K systems when you need more control over cure speed, a wider property range, or better consistency in production. The right answer depends on equipment, takt time, assembly size, and whether the line can accurately meter and mix two components.
What should I test before moving to bulk purchase?
At minimum, test adhesion, peel, shear, cure behavior, and aging on the actual substrates. Also check pot life, open time, fixture time, viscosity behavior, and whether the adhesive can be applied consistently with your production equipment. A product that passes a small lab sample but does not fit the line is not ready for bulk adoption.
Can I request custom packaging or formulation changes?
Yes, many industrial buyers request changes in viscosity, cure speed, hardness, color, odor, or packaging format. Customization is especially useful when the application has unusual substrates, a narrow processing window, or private label requirements. When you work with a manufacturer, it helps to share the real process details early so the formula and pack size can be matched to production needs.